karren77
-
Gesamte Inhalte
5.476 -
Benutzer seit
-
Letzter Besuch
-
Tagessiege
9
Inhaltstyp
Profile
Forum
Kalender
Shop
Articles
Community Map
Alle Inhalte von karren77
-
Vorteil geteiltes Kurbelwellenlager
karren77 antwortete auf Wespe81's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
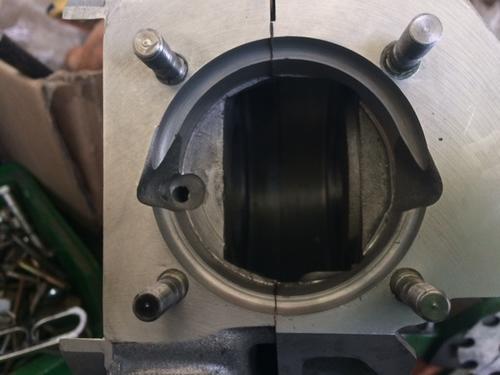
hier mal noch die bestätigung meiner vermutung... bei einem 14mm breiten lager muss ich zwischen limalager und welle einen 0,6-0,7mm spalt stehen lassen. dieses maß hab ich mit einem maßgensuen lagerdummy und dank eines kuluseitigen schiebesitz ermitteln können. soll heißen: einfach das 12mm breite rillenlager ins gehäuse mit 2mm breiten seegerring als distanz und die welle in selbiges auf anschlag einziehen ist nix guta, weil sonst beim festziehen der primärmutter eine enorme kraft auf die kurbelwelle wirkt und unter umständen schon verdrehen kann, ohne einen einzigen kolbenhub. grüße, j. -
piaggio motorgehäuse.. was kann es wirklich?
karren77 antwortete auf karren77's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@powerracer danke. machen mir tatsächlich einen wirklich guten eindruck. wenn wer soetwas braucht, pn. die dinger ham a flansch. -
piaggio motorgehäuse.. was kann es wirklich?
karren77 antwortete auf karren77's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@volker schade. hätte mich interessiert.. son dauertest. was haltet ihr von verkupferten muttern zur befestigung der adapterplatte? hab ich hier in m7, 9mm hoch mit klemmteil im oberen bereich, güte 8, nicht |8| wie die standard-dinger. blöd oder gut an der stelle? den klemmteil würde ich wohl wegdrehen. höhe dann 7mm in etwa. -
piaggio motorgehäuse.. was kann es wirklich?
karren77 antwortete auf karren77's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
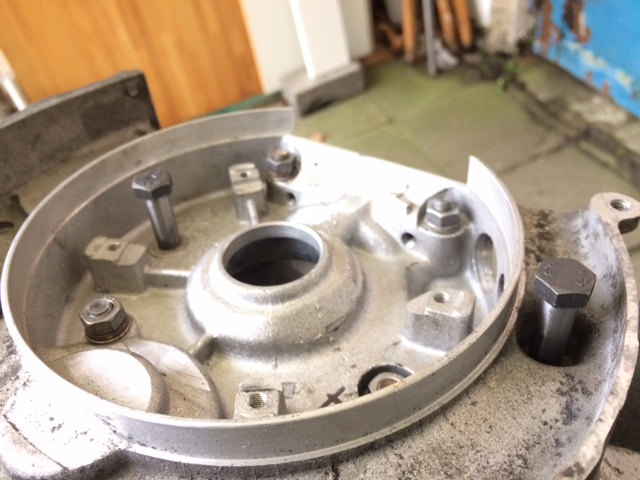
fortschritt... naja. die versatz-bolzen sind ausgerichtet und verklebt. dann noch die bolzen auf standhaftigkeit getestet.. zunächst mit 10mm durchgangsloch, sodass sich der bolzen verformen kann und radial nicht gestützt ist. dabei ist der bolzen bei 38nm abgeschert. danach am alten gehäuse mit 7,5er durchgangsloch, quasi einbausituation. dabei ging die mutter bei 45nm hopps, der bolzen steht noch gerade. die tage werd ich den motor schonmal zusammenbauen. es nützt ja nix.



-
piaggio motorgehäuse.. was kann es wirklich?
karren77 antwortete auf karren77's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
hören sich doch super an, eure erfahrungen. ich hab vorher aceton benutzt, klaro. wärmebehandlung werd ich mir dann auch ersparen. habe es ja etwa bei 50grad verarbeitet, damit es schön flüssig wird. -
piaggio motorgehäuse.. was kann es wirklich?
karren77 antwortete auf karren77's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@chup5 wieviele gehäuse in welchem "fräszustand" hast du bei welcher leistung denn gehimmelt? gibts schon bilder? ich wäre allgemein auch dankbar für bilder gerissener gehäuse. habe gezielt danach gesucht und nichts gefunden. schweißen kann man noch immer denk ich. weil ich alu nicht selbst kann eben nach der geizhead methode. zum datenblatt zum alten endfest: ne stunde bei 100grad oder 5min bei 180grad zur trocknung ist angegeben als möglichkeit. müsste sich im betrieb doch dann schön erhärten, oder? hab davon leider null ahnung. -
piaggio motorgehäuse.. was kann es wirklich?
karren77 antwortete auf karren77's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
und genau aus diesen "??" möchte ich "!!" machen. erst dann weiß man es sicher. reißt das gehäuse? reißen die befestigungsgewinde? knickt die schmale welle ein? kann man sich rund 1000€ sparen? -
piaggio motorgehäuse.. was kann es wirklich?
karren77 antwortete auf karren77's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
danke. vom aufwand ist das wie n typisches fremdzylinder-projekt. und n c200 gehäuse und der finanzielle rattenschwanz ist mir zu teuer, ist ja nur spaß. -
piaggio motorgehäuse.. was kann es wirklich?
karren77 antwortete auf karren77's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
onkel tom, 56x116. nicht verschweißt, aber auf <1/100 rundlauf gerichtet. -
piaggio motorgehäuse.. was kann es wirklich?
karren77 antwortete auf karren77's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
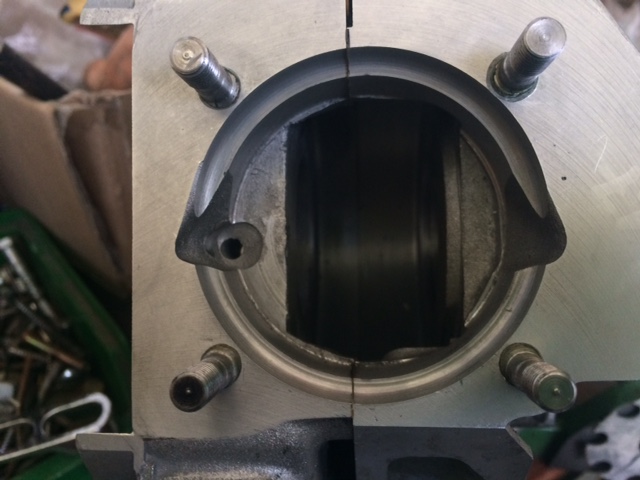
kein durchbruch zum ölraum erzielt... bin bei 91,80mm gelandet (kuwe hat 90,10) leider... könnt man immerhin als maximal gefrästen einlass titulieren kitten probesteck des lang-rüssels



-
piaggio motorgehäuse.. was kann es wirklich?
karren77 antwortete auf karren77's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
morgen wird gespindelt.

-
piaggio motorgehäuse.. was kann es wirklich?
karren77 antwortete auf karren77's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
woaaah!! deine uhu endfest 3000 methode ist der wahnsinn.. ich glaube, besser geht es nicht. zuerst grob ringsherum geschmiert, dann mit der flamme das gehäuse von der anderen seite leicht erhitzt und das zeug verläuft wie von allein, schön ums drehteil herum.

-
Vorteil geteiltes Kurbelwellenlager
karren77 antwortete auf Wespe81's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
um es für mich nochmal abzuschließen: ich habe ein paar std. sicherungsringe mit der bügelmessschraube gemessen. bei dem baumarktzeug hat man schon 5/100 toleranz in der dicke drin. passscheiben lagen bei 1/100... spitzenreiter waren aber sicherungsringe der fa. seeger... <1/100. ich werd dann also doch soeinen sicherungsring einsetzen. aber einen guten. ps: ich find das -wie vom werk- garnicht so übel. lager verdeckt das loch um die hälfte. so kann doch die ölsiffe schön das lager entlang zu den kugeln laufen.
-
möglicherweise war das ja garnicht das problem und das kabel schon länger weg vom motor. jedoch sollter der motor dann probleme damit gehabt haben selbstständig anzulaufen.. lief bis zum ende aber an, ohne auffälligkeiten. egal: der neue siemens mm420 war n echter schnapper (120E) und ist wie neu.. und kann 2,2kw motoren ab... der alte nur 0,75. läuft erstmal wieder.
-
eine der drei phasen zum motor hat sich beim anschluss zum motor verselbstständigt und hinter der schraubklemme gebrochen. gut möglich, dass dieses kabel dann eine andere phase berührt hat und es kam zum kurzschluss. aber dass die umrichter das nicht abkönnen hätt ich nicht erwartet?!
-
piaggio motorgehäuse.. was kann es wirklich?
karren77 antwortete auf karren77's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
zurück auf null. neues (bestes!) gehäuse (1000 dank fürs sponsoring @Motorhead) geplant und gespindelt. man beachte: kein gehäuse-einlass. dabei hab ich mich leider zuweit aus dem fenster gelehnt beim schwenken des maschinenkopfs. 2stk der gehäusebohrungen hab ich auf 9mm gerieben (an der maschine), weil die zentrierung beim spindeln des kuwe gehäuses fallen wird. und hier noch die vorbereitung zur stabilisierung kuluseitig per laserteil (danke @FalkR).




-
Fabbri Kupplung
karren77 antwortete auf richosburli's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
deine bundmutter ist m11, deine nebenwelle m10. m11 mutter hat ne andere steigung, daher bekommst die nicht drauf. passt ja aber eh nicht, weil du einfach die m10er mutti nimmst. -
Das große smallframe Getriebetopic
karren77 antwortete auf ludy1980's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
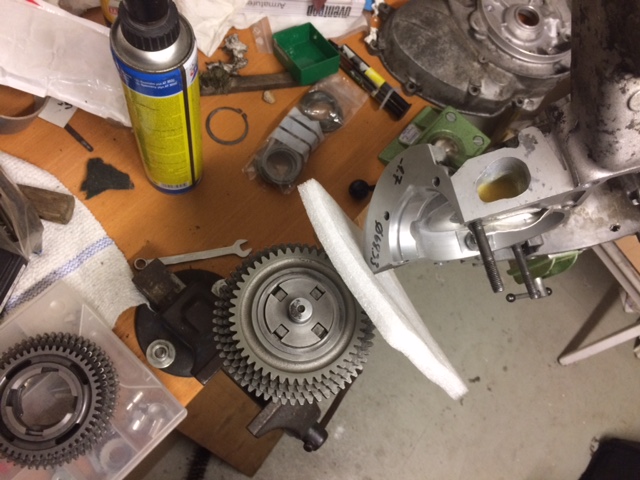
dabei werd ich jetzt auch nicht so richtig schlau aus meinen messungen... 1.gang - 58z - 3,95mm - ohne pr. 2.gang - 54z - 4,00mm - 42xxx 3.gang - 50z - 4,10mm - 37xxx 4.gang - 48z - 7,30mm - bgm -
Das große smallframe Getriebetopic
karren77 antwortete auf ludy1980's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
danke. dann werd ich später mal messen, was ich da habe. -
Vorteil geteiltes Kurbelwellenlager
karren77 antwortete auf Wespe81's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
etn9? mal googln. schmierbohrung mach ich etwas größer. zudem ist die ja original auch fast komplett verdeckt, da gehört ja ein 14mm lager rein. beim sicherungsring hätt ich bedenken, dass der sich bewegt und die öffnung dann eben doch woanders steht. und grad eben nochmal sicherungsringe in der breite gemessen... da hast schon fast immer 5/100 toleranz drin. wenn man das lager auf press auf soetwas raufkloppt, stehts schief. ich versuchs mal mit ausgleichsring -
Das große smallframe Getriebetopic
karren77 antwortete auf ludy1980's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
mmmh. hab die oben abgebildeten scheiben samt bgm 48z 4tem mal auf die 3-gang hauptwelle gesteckt, falc klaue. trotz bunter tüte gemischtes (37, 42, nix, bgm) sitzt die klaue in jedem gang saftig im eingriff. allerdings brauche ich auf einer seite eine 1,4mm dicke zahnscheibe, auf der gegenüberliegemden 0,95mm, um auf wenige hundertstel axialspalt zu kommen. ist normal, oder? nebenwelle passt von den abständen auch... viel rauch um nix mit den nummern? ich werd daraus (noch) nicht ganz schlau. -
Das große smallframe Getriebetopic
karren77 antwortete auf ludy1980's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
danke dir. jo, könnt man wirklich so machen. täte mich trotzdem interessieren, wodurch sich bspw. ein 42er 2.gang von einem 37er 2.gang unterscheidet. -
Vorteil geteiltes Kurbelwellenlager
karren77 antwortete auf Wespe81's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
versuche wohl wirklich mal das kunststoffgedöhnse. grad in der suche quergelesen und von aufgegangenen genieteten käfigen gelesen. angst bekommen. danke @wheelspin ps: habe ausgleichsscheiben 47mm außen mit 2mm stärke liegen, falls wer möchte. ich halte von der seegerring-variante nicht so viel (ohne das je gemacht zu haben), denn die ausgleichsscheiben sind zumindest einheitlich 2mm dick (mit <1/100 toleranz). -
Vorteil geteiltes Kurbelwellenlager
karren77 antwortete auf Wespe81's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
welches 6005 nehm ich denn? c3 ist klar, oder? mit genietetem blechkäfig? mit tn9 käfig? 2rs und kappen wegpopeln? danke -
Vorteil geteiltes Kurbelwellenlager
karren77 antwortete auf Wespe81's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
mist. muss zurückrudern.. hatte das lager schon längst abgehakt, weil max rpm bei 9000 u/min lag. sry