Primavera250
-
Gesamte Inhalte
2.661 -
Benutzer seit
-
Tagessiege
2
Inhaltstyp
Profile
Forum
Kalender
Shop
Articles
Community Map
Alle Inhalte von Primavera250
-
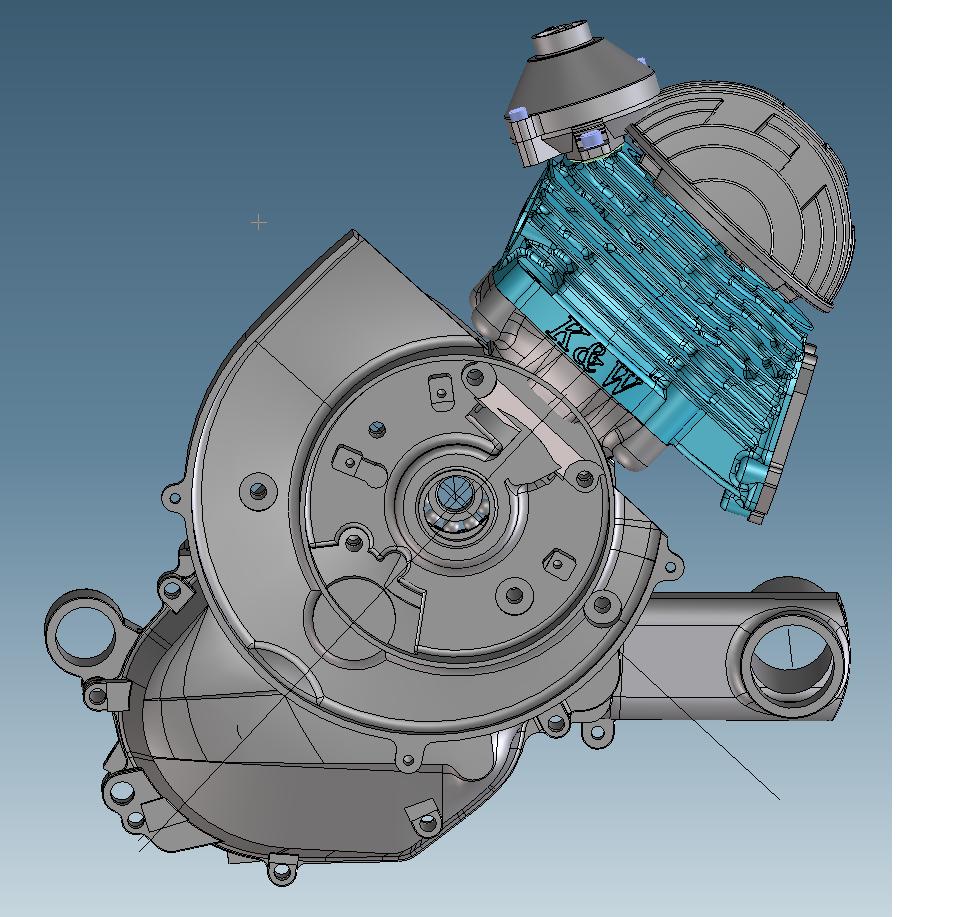
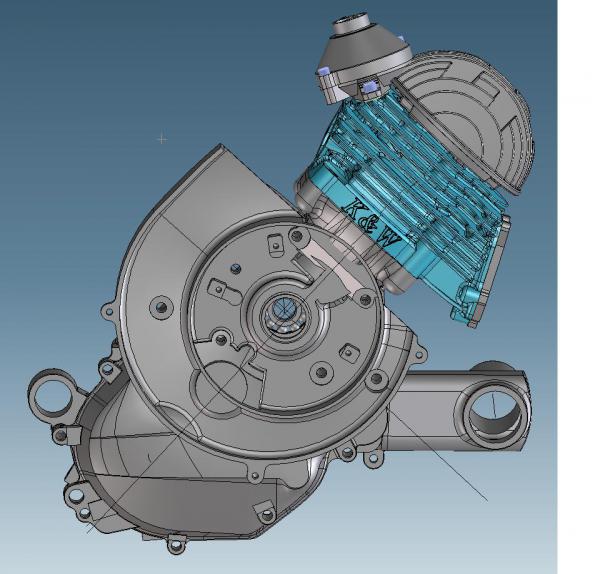
So soll der Motor als ganzes aussehen!
-
bei einer einzelanfertigung wäre es bestimmt sinnvoller aber in diesem falle..........! Bei diesem teil sind die versteifungen noch nicht eingezeichnet darum wirds ja auch erst (wie schon geschrieben) ende dieser woche fertig!
-
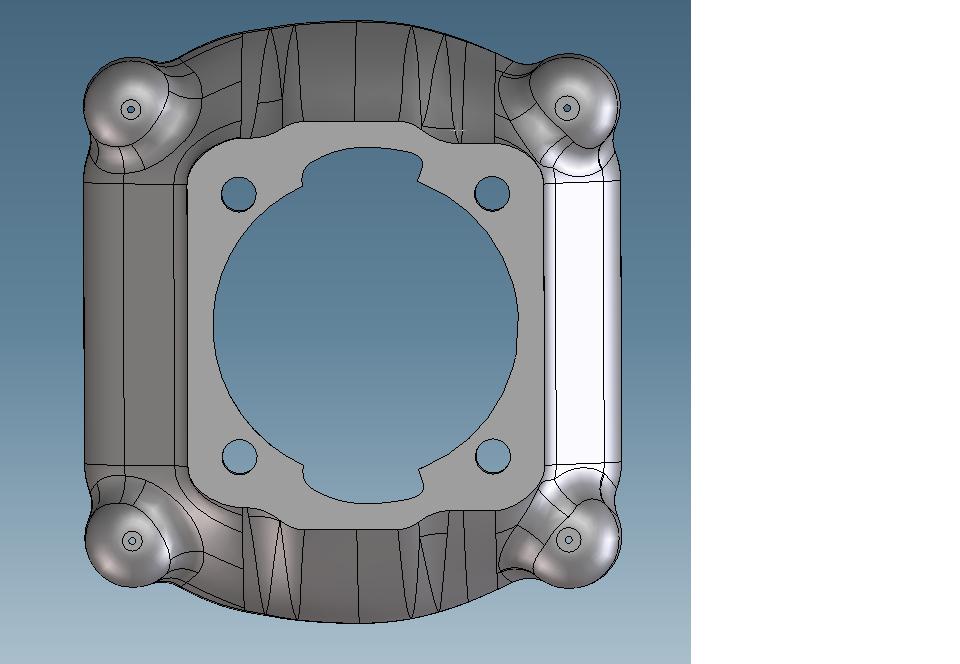
Adapterplattemodell wird ende dieser Woche und ende nächster Woche soll die Sandgussform fertig sein! Das heist in ca.14 Tagen ist das Gussteil bei mir!

-
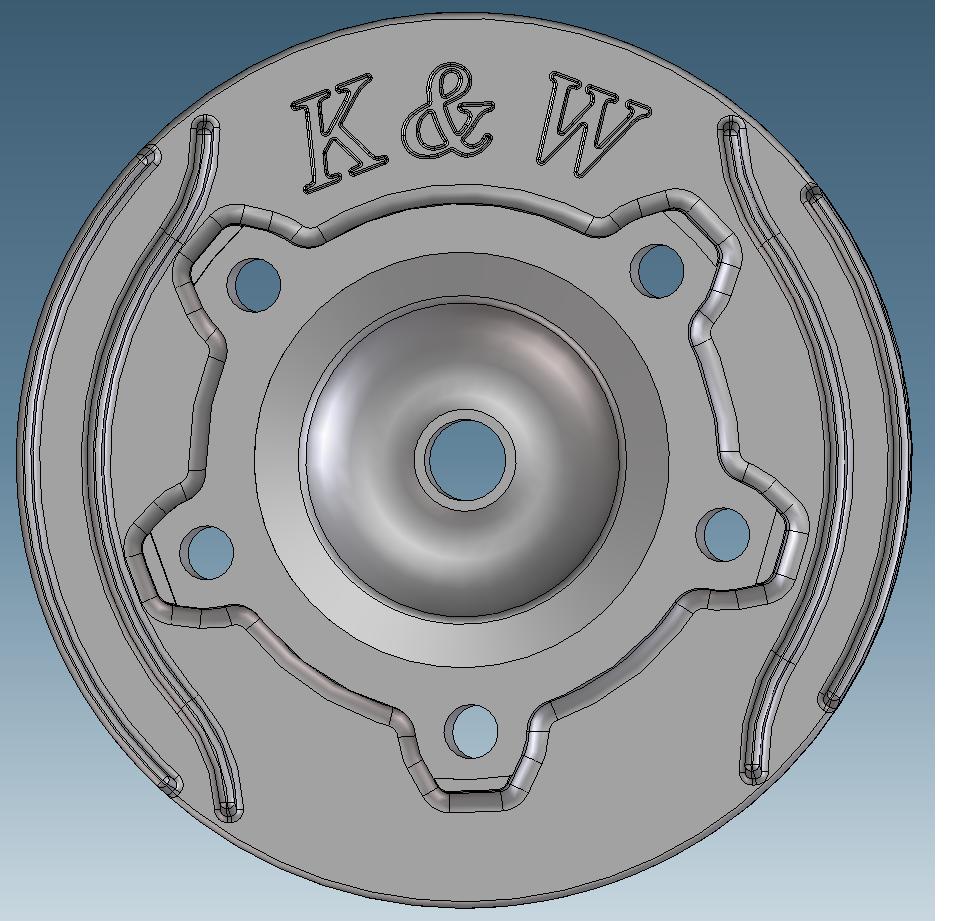
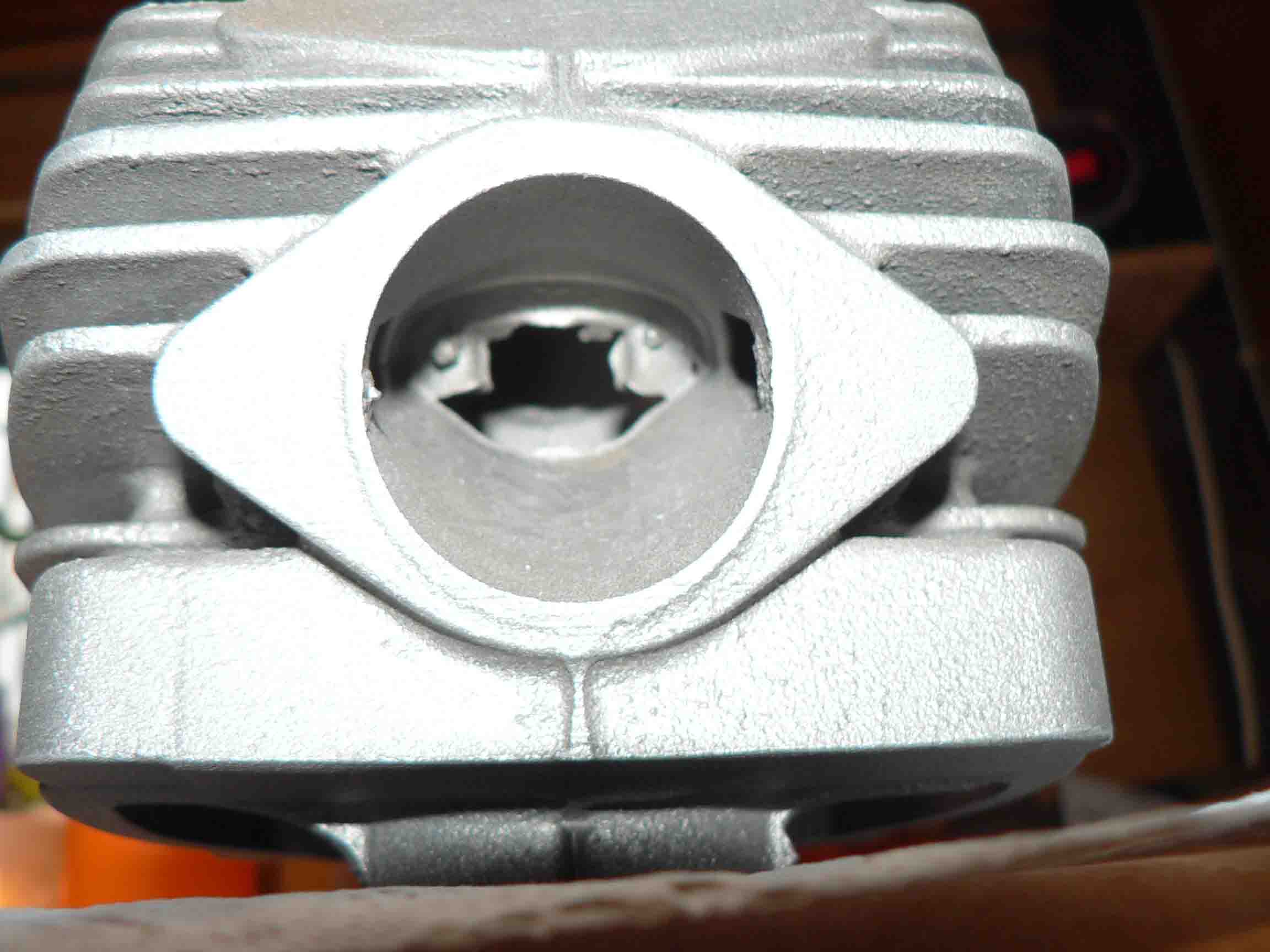
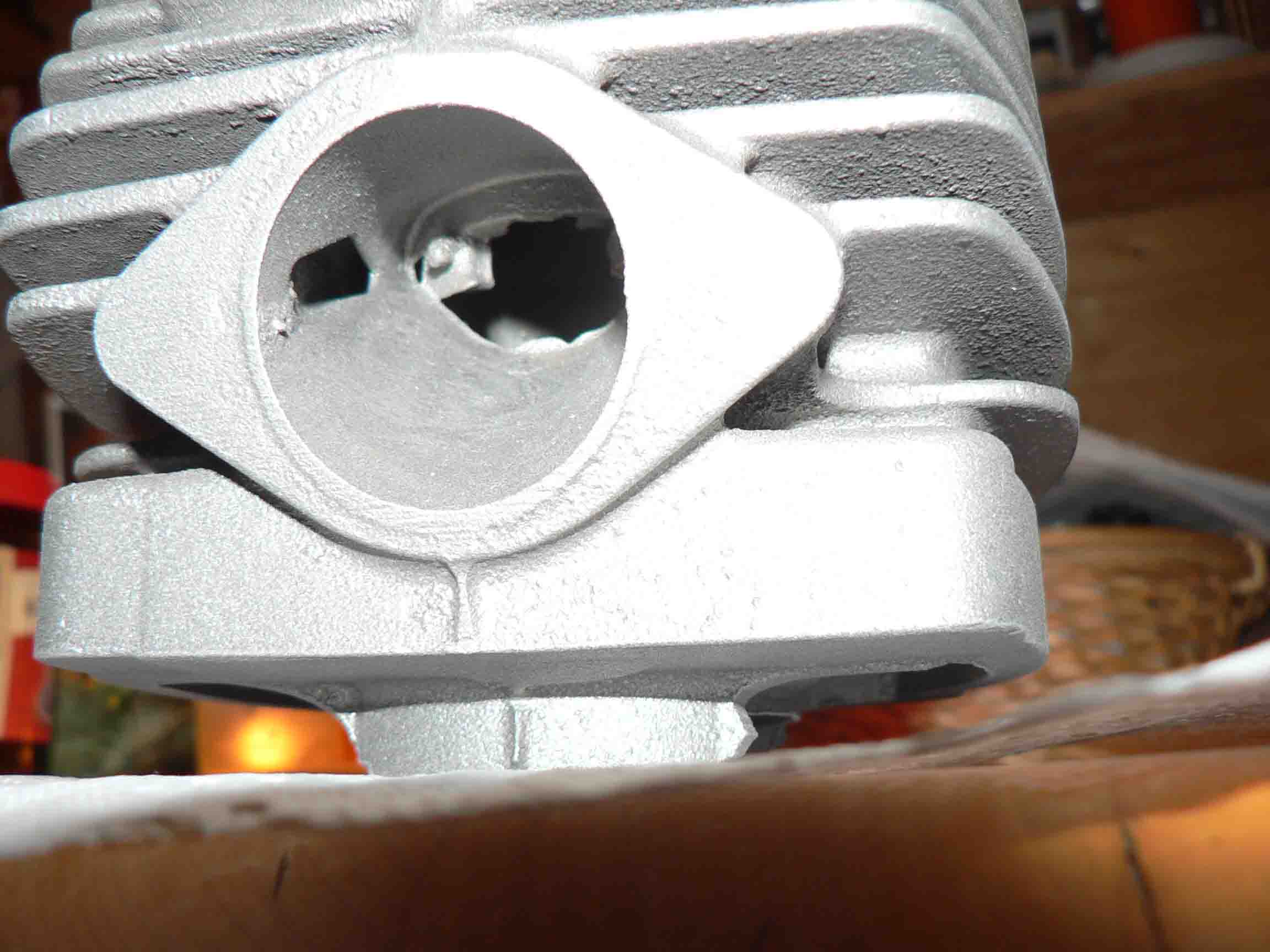
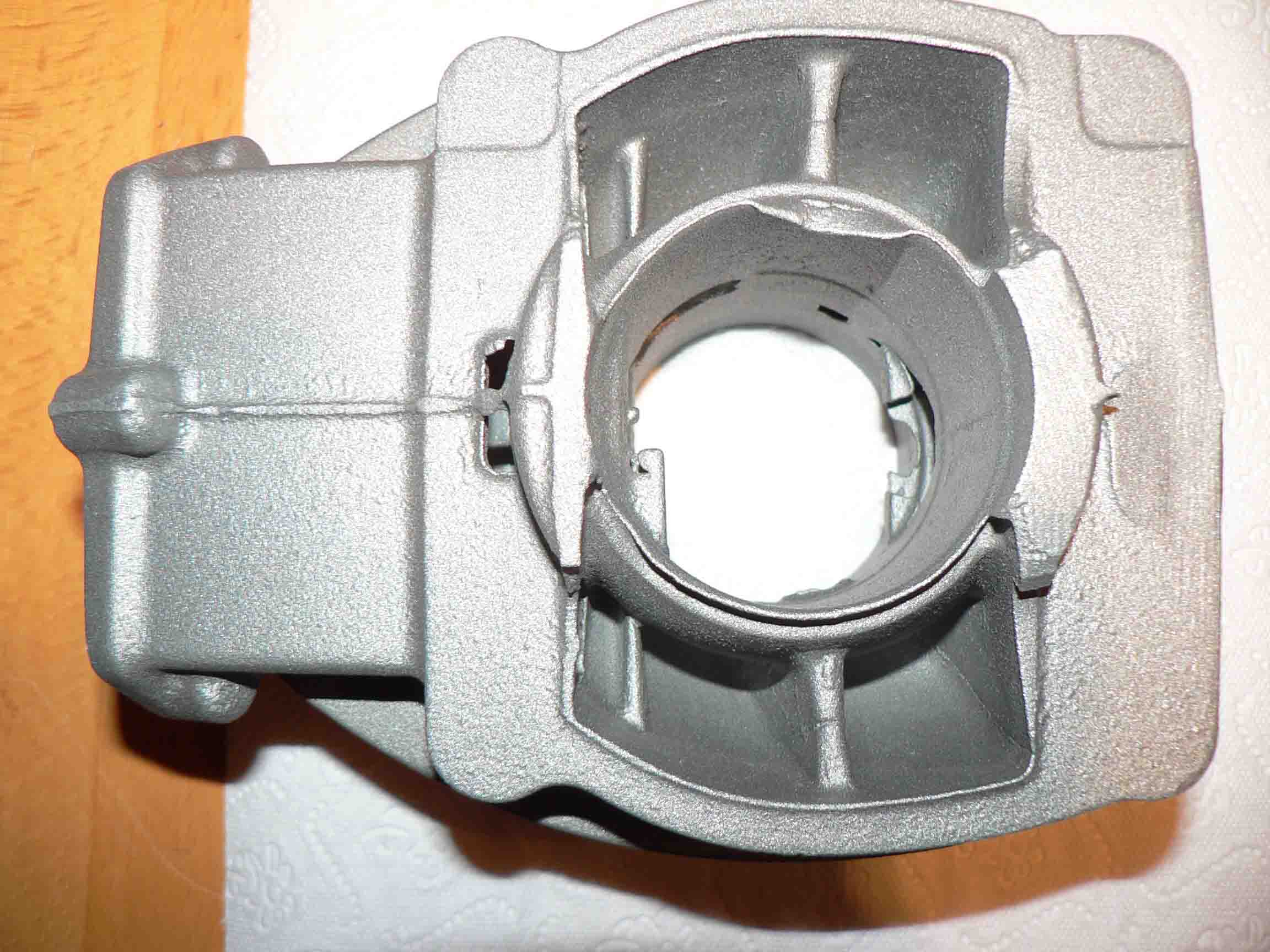
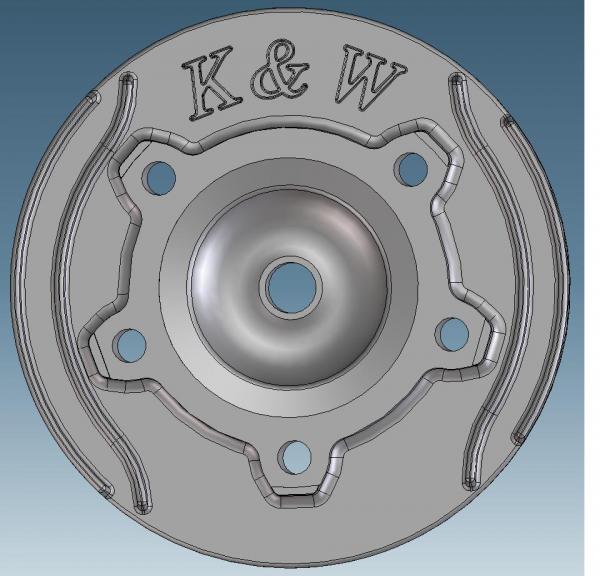
da bleiben ja noch ein paar mm stehen das haltet 100%! Hier noch ein paar bilder vom fertigen Kopf!


-
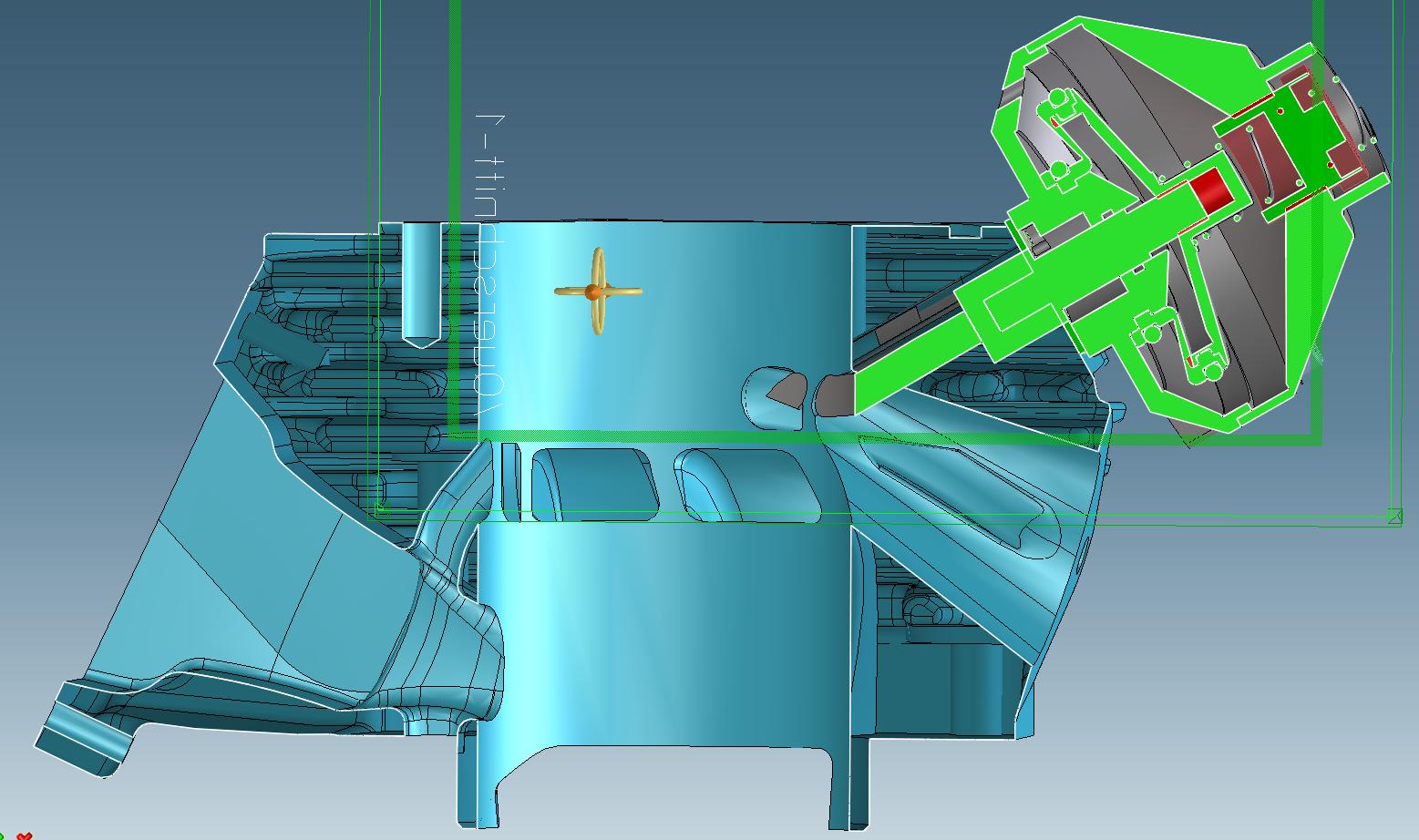
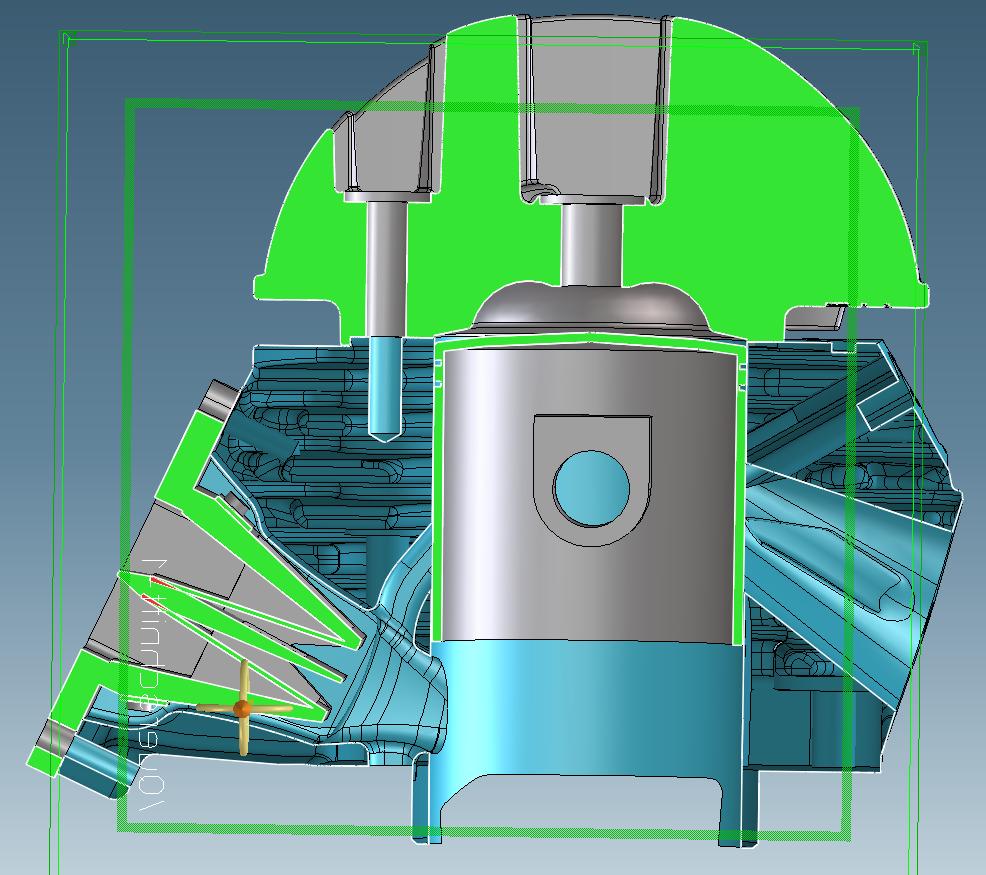
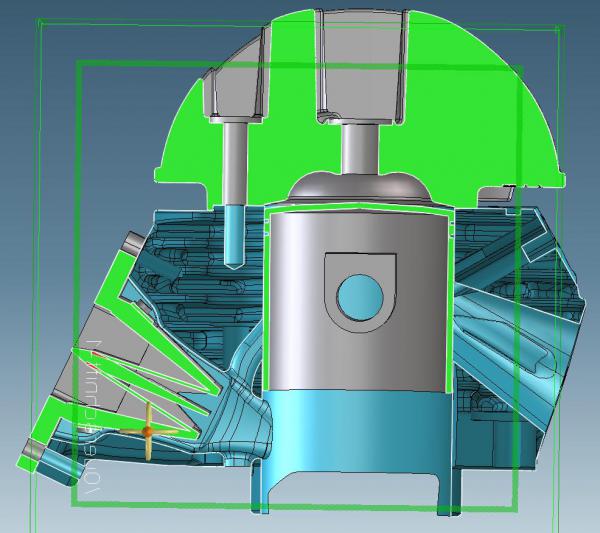
Hier mal eine Schnittzeichnung des Zylinder mit der Unterdruckauslasssteuerung (Rotax) mit einem neu konstruiertem Schieber (gebogen) wo auch die Nebenauslassports mitgesteuert werden, ähnlich wie bei KTM nur die haben komplizierte umlenkrollen!

-
Problem mit Hartz4 Kupplung
Primavera250 antwortete auf einbi's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
wie gravedigger schon sagt 0,3mm einschleifen/"aufbohren" dauert nicht lange egal ob st52 od. CrMo4 -
Problem mit Hartz4 Kupplung
Primavera250 antwortete auf einbi's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Zirri ist ca. 1,5mm höher als die org. du könntest jetzt mit einer groben ventilschleifpaste die zirri nebenwelle mit dem kleinen korb so lange schleifen bis es passt od. du spannst eine alte nebenwelle in deine Ständerbohrmaschine und bohrst praktisch (mit Öl) in den kleinen korb so lange rein bis es fasst passt und den rest machst dann mit einer feinen ventilschleifpaste und der org. zirrinebenwelle. -
Jetzt wird der Zylinderkopf gefertigt es wird vorgesehen das man entweder gerade od. schräg eine Zündkerze nach dem giesen reinschneiden kann und das man den brennraum nach belieben gestalten kann!
-
siehe: http://www.germanscooterforum.de/Vespa_V50_Primavera_ET3_PK_f14/KW_sf_Zylinder_51_hub_ca170ccm_t182341.html&st=740
-
selbe gillt auch hier man wird erst beim ausdrehen mehr erkennen!



-
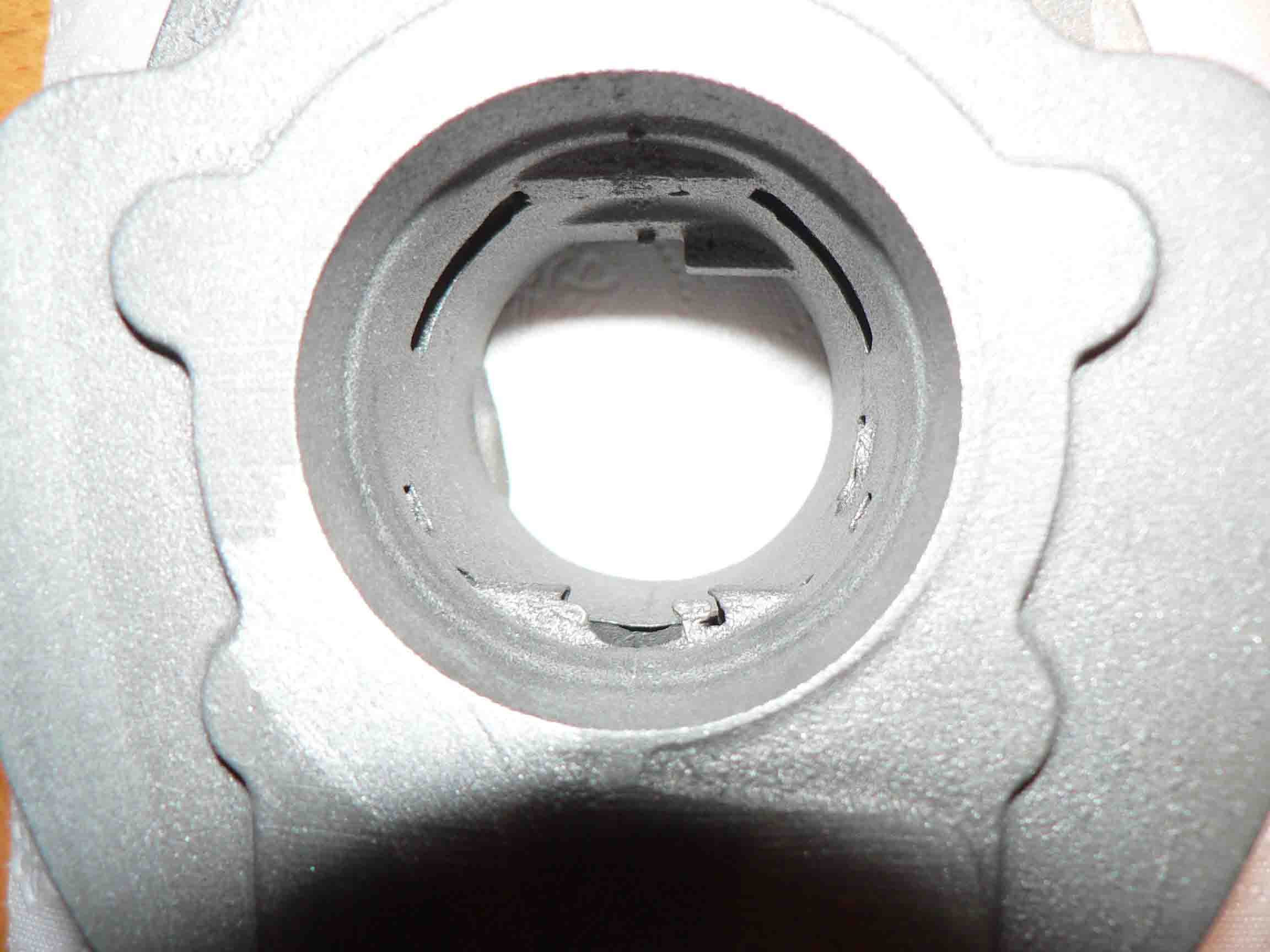
Die andere seite sieht man ja eh am Foto! Bei der innen seite wird man noch nicht viel erkennen da ja die Kanäle erst beim ausdrehen so richtig frei werden!

-
mal schauen vieleicht ende Jänner!
-
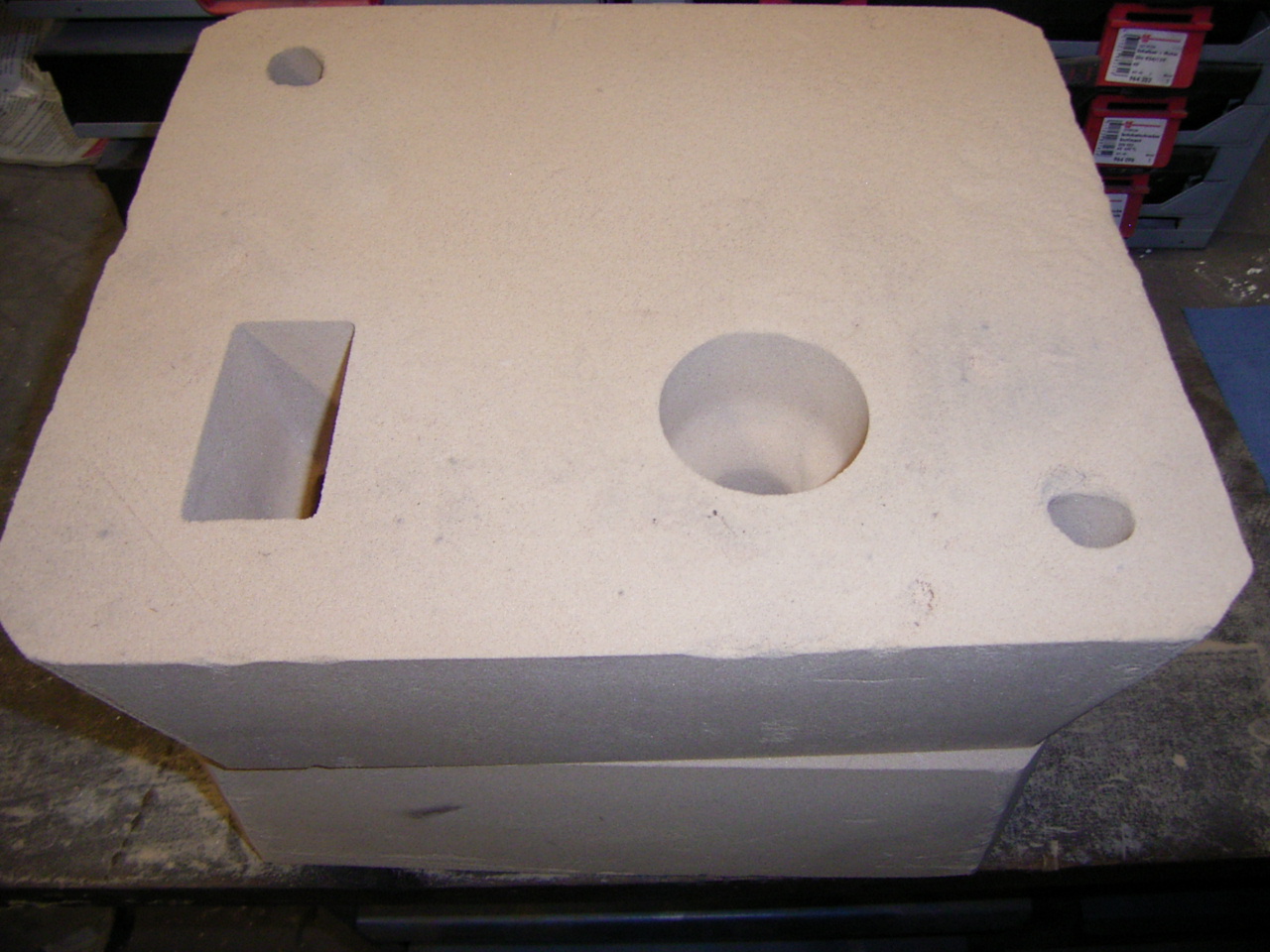
da gibt es 3 Null-Punkte von dort aus wird dann gefräst usw. man sieht das zum teil eh auf den Fotos!
-
Material ist AlSi10Mg T6 da gäbe es aber mehrere varianten alles hat seine vor und nachteile!
-
da ist der K&W Zylinder





-
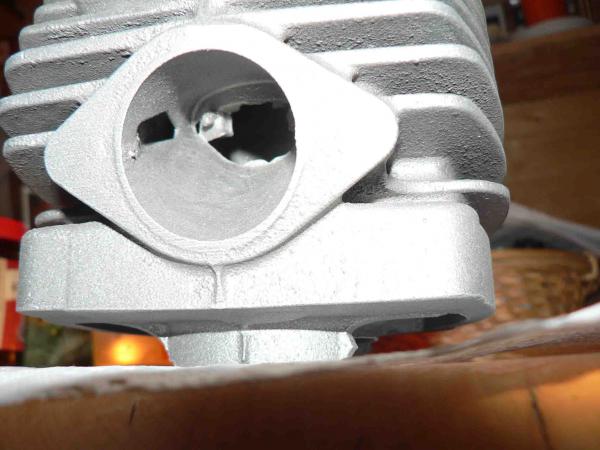
So hat mir der Gieser es geschrieben verstanden hab ichs nicht aber egal Zylinder ist schon gegossen und sollte morgen bei mir eintreffen!
-
Kommt darauf an wieviel sich noch anmelden momentan sind es 10Stk. Bei der ersten serie kostet der Zylinder,Kolben,Kopf nur ca.580€!
-
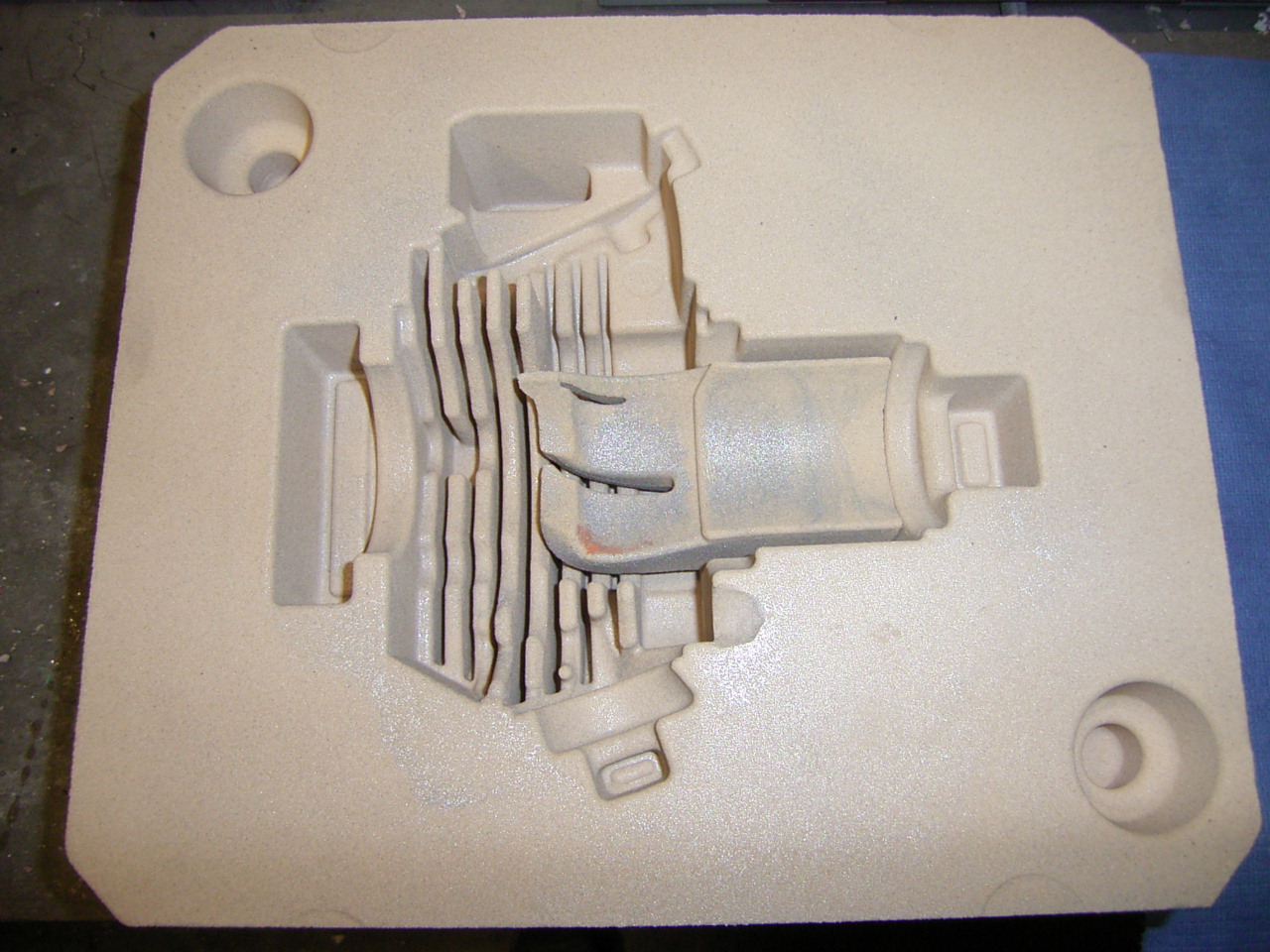
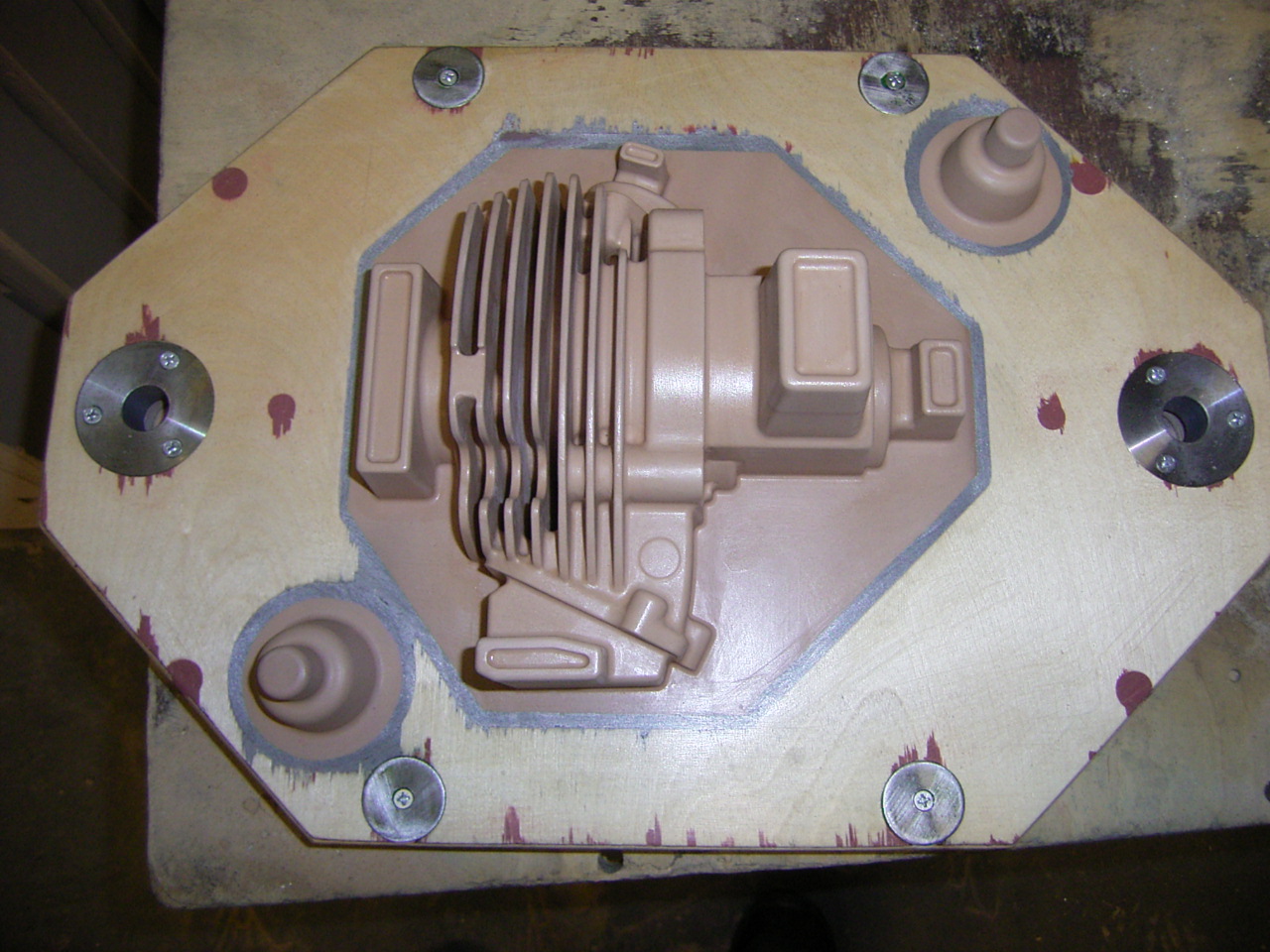
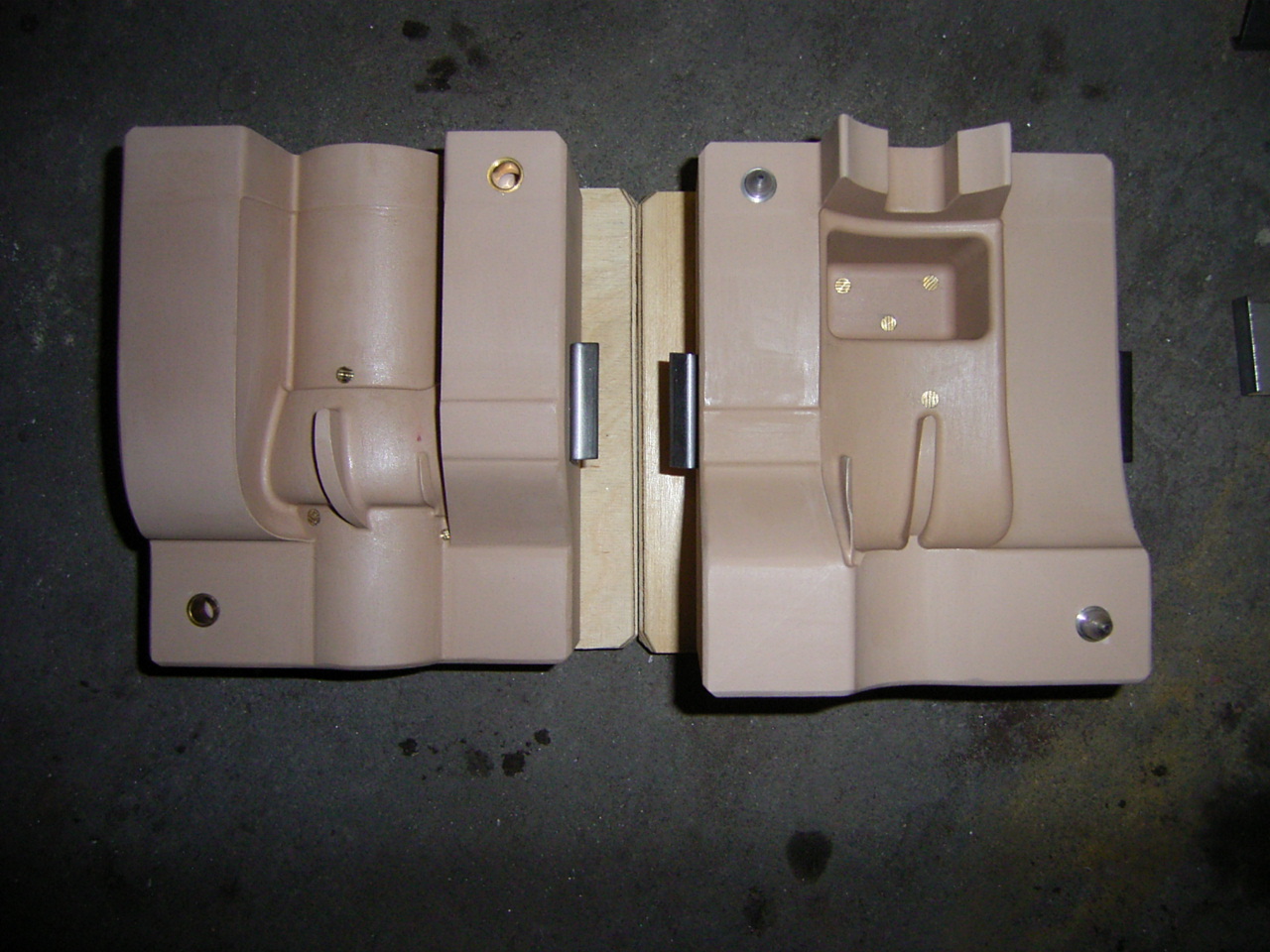
die Entlüftung erfolgt über die Teilungsebene (zwischen Unterteil und Oberteil).
-
weitere bilder



-
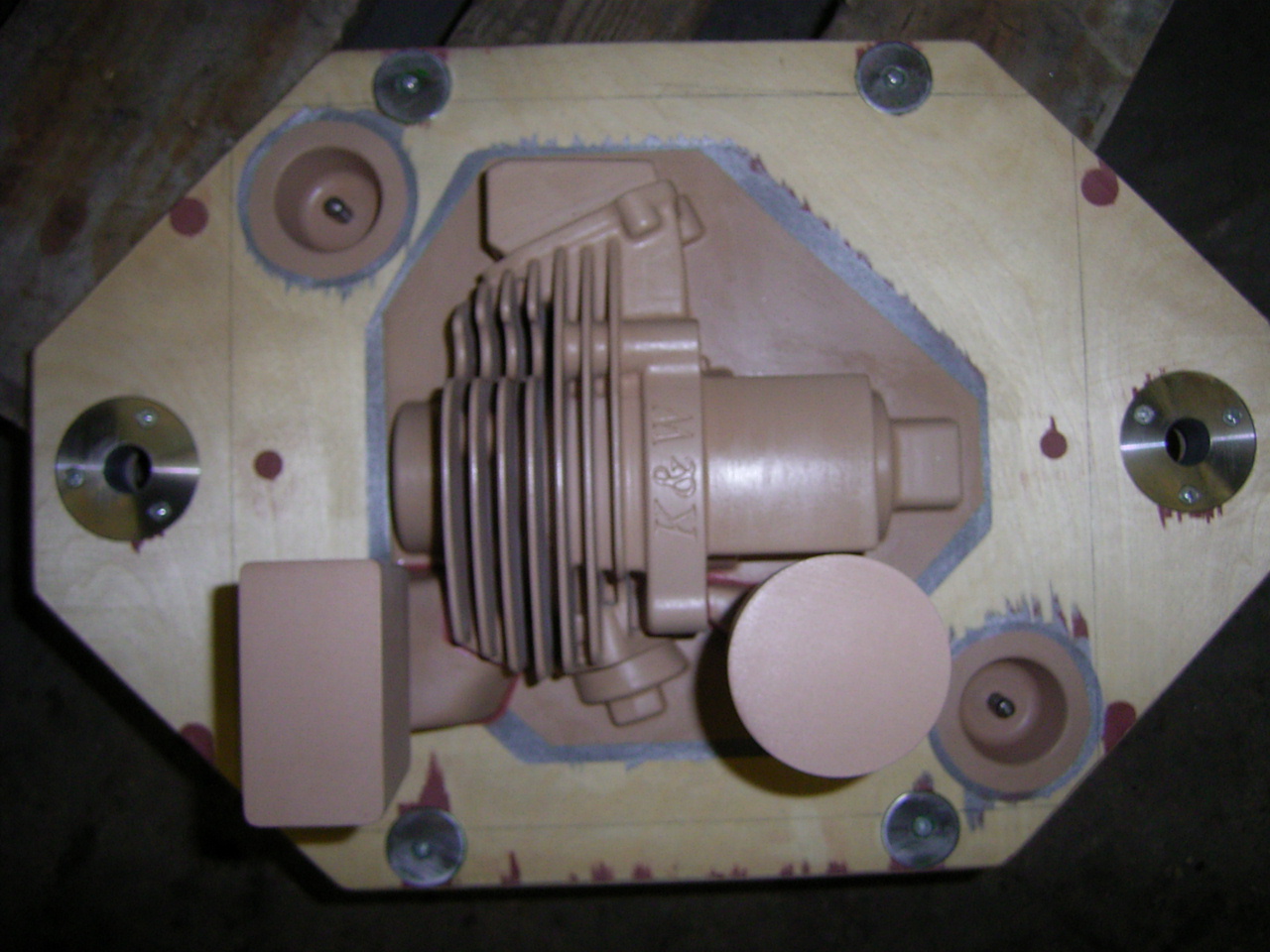
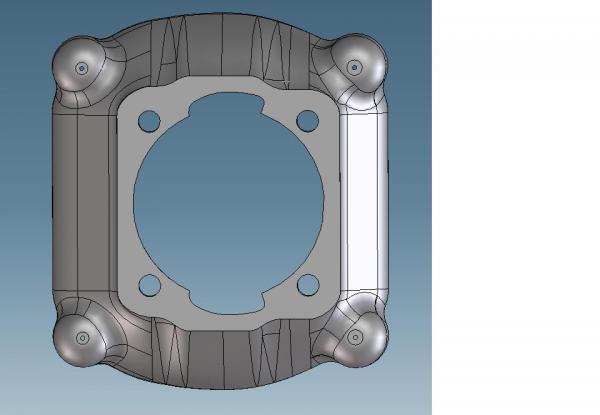
Hier das zusammengesteckte modell. Beim 2 bild sieht man den Ein/Auslasskanal!


-
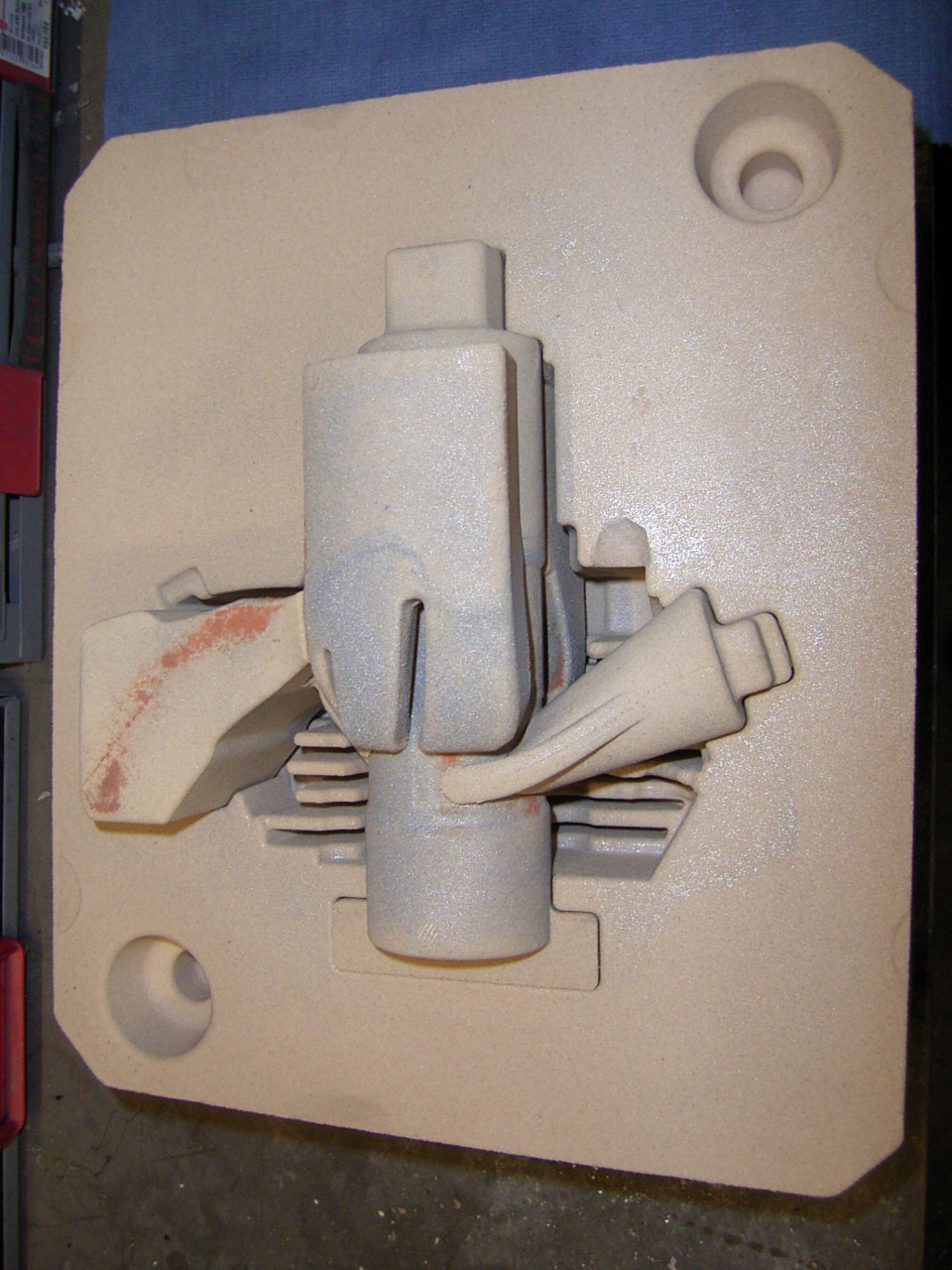
ja wird liegend gegossen sieht man eh am Bild. Kolben hat 65mm, Bohrung hat ca. 60mm! Fleisch bleibt genug! Ja Alu wird fliessen hoffe das ich diese Woche noch Bilder davon bekomme!
-
Eigenbau geschweisster AC Aluzylinder
Primavera250 antwortete auf lukulus's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Sieht echt geil aus weiter so! -
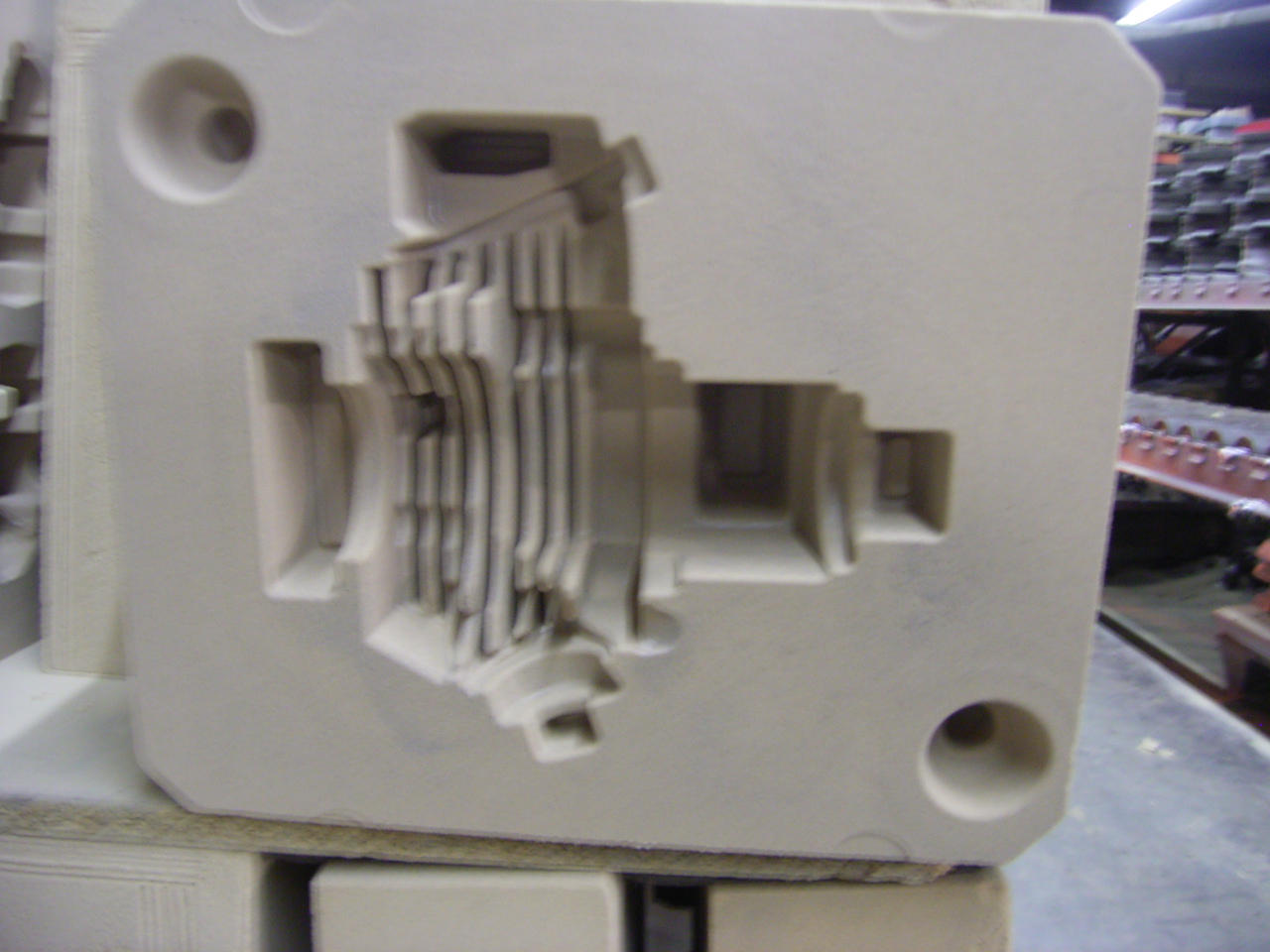
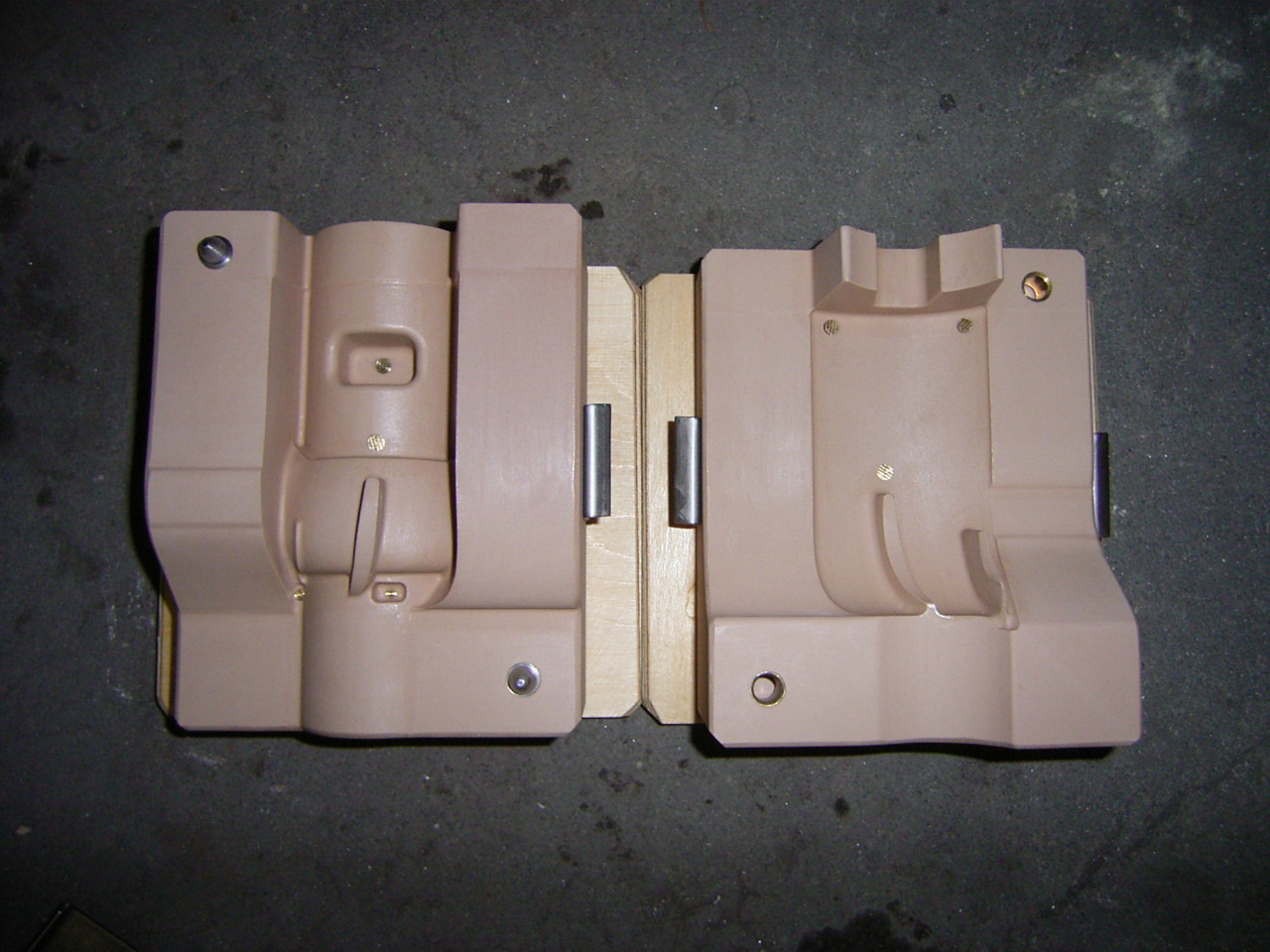
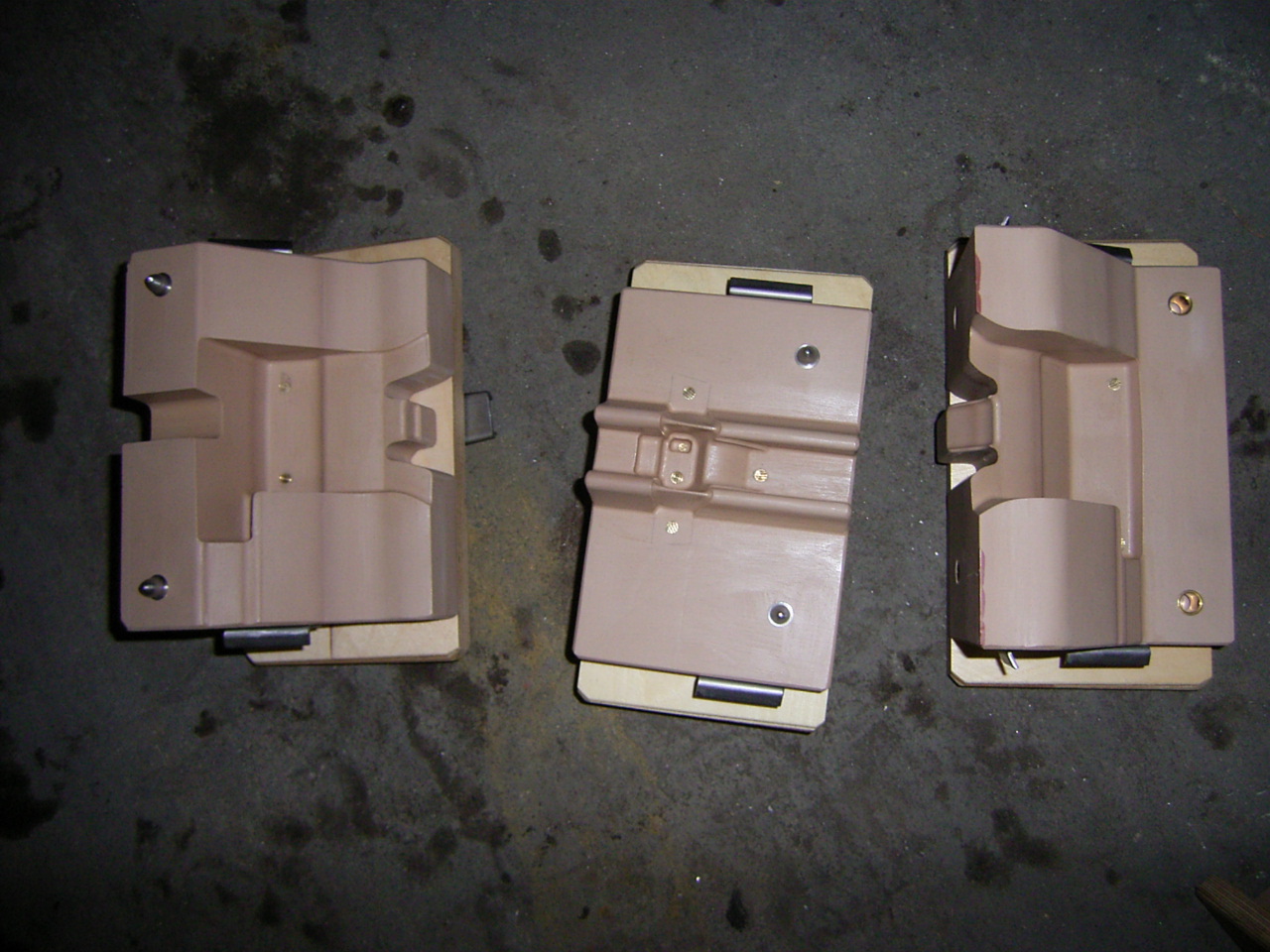
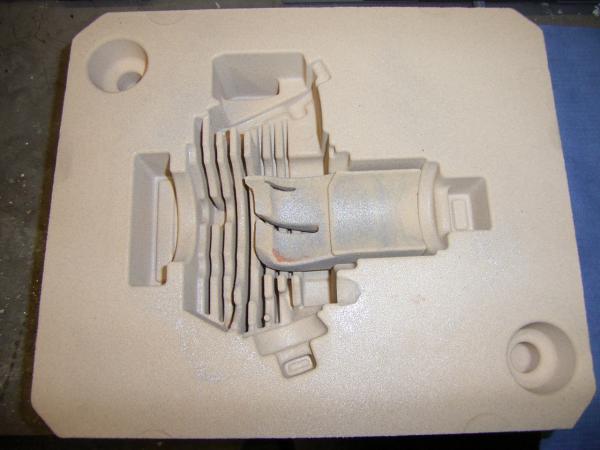
Es sind entformschrägen drauf muss mind.1° sein! Hier mal ein paar bilder von den Sandgussformen, schärfere Bilder folgen noch!
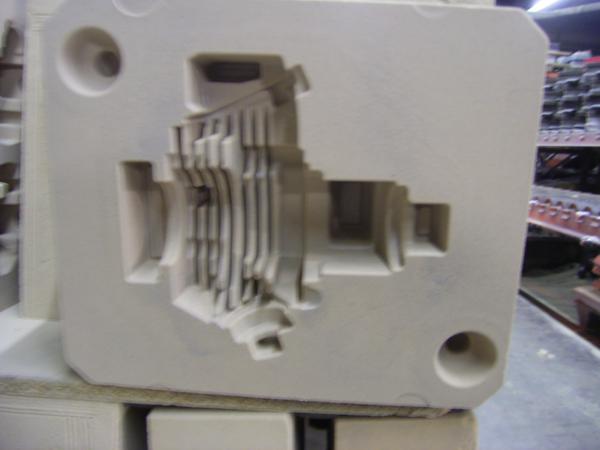
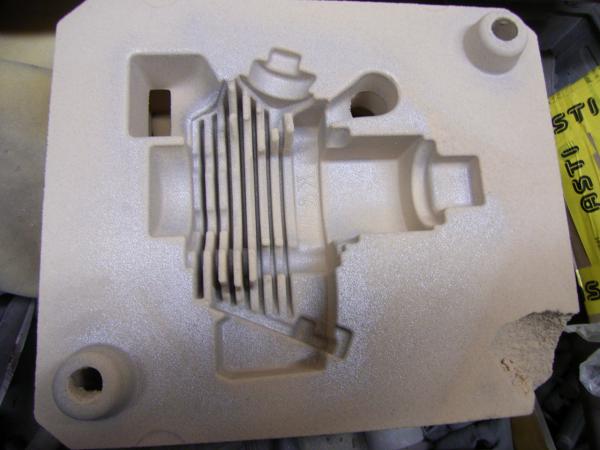


-
Danke! Wenn ich was Anfange bringe ich es auch zu ende so wie bei den Kupplungen usw.!
-
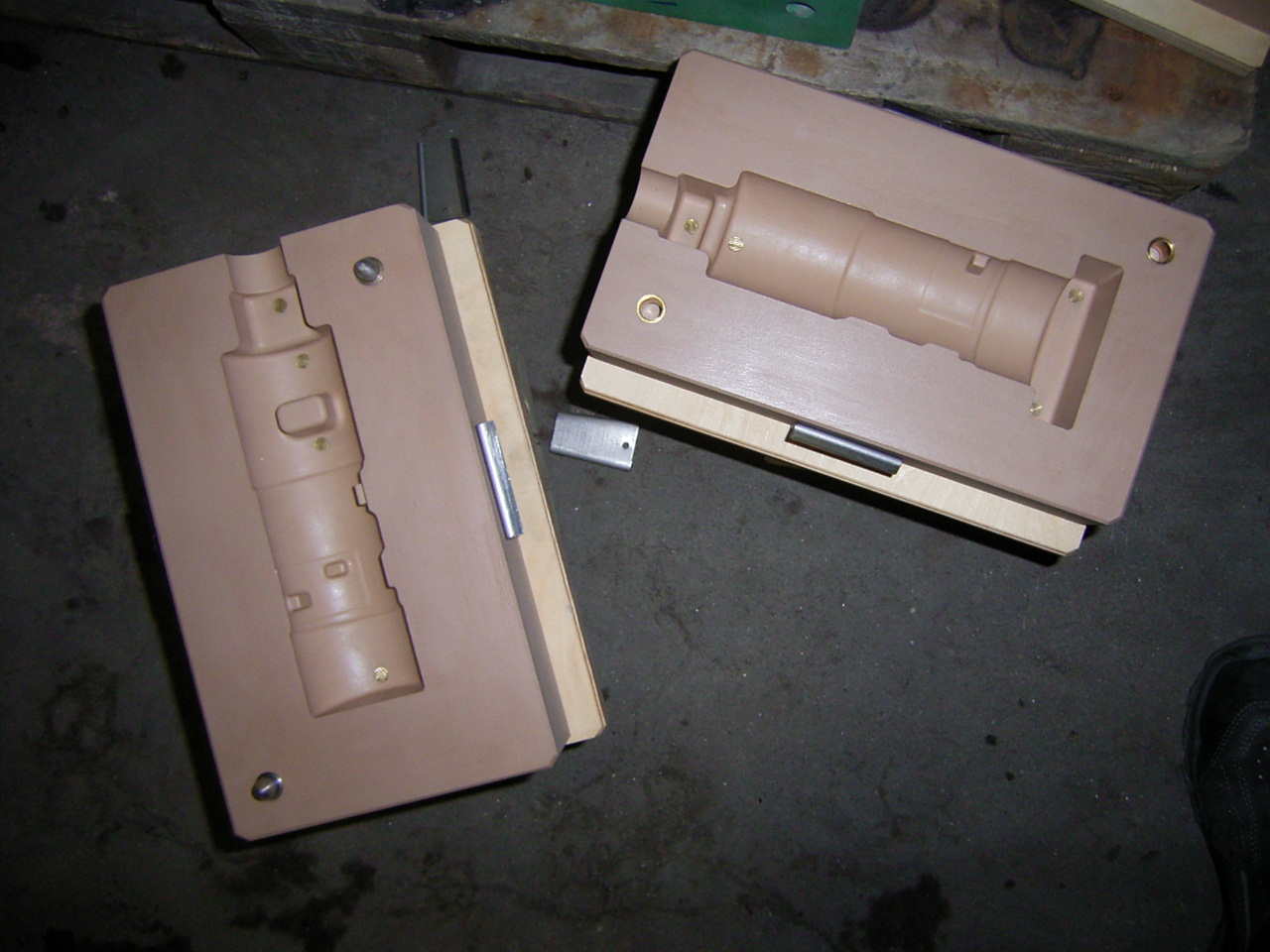
So sie Sandgussformen sind Fertig, nächste Woche wird gegossen!