rennvespe
-
Gesamte Inhalte
1.278 -
Benutzer seit
-
Letzter Besuch
-
Tagessiege
4
Inhaltstyp
Profile
Forum
Kalender
Shop
Articles
Alle Inhalte von rennvespe
-

Das große smallframe Getriebetopic
rennvespe antwortete auf ludy1980's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Von daher macht das natürlich sinn.... Was ich daran jetzt nicht ganz sooo geil finde ist, dass sich alle paar Umdrehungen die selben Zähne wieder treffen... Wenn da einer eine kleine Macke hat, arbeite sich das recht schnell in das andere Zahnrad ein und schwächt die ganze Geschichte möglicherweise recht flott. Weiß nicht wie viel Vorteil des größeren Zahnmoduls dann noch übrig bleibt... -
Das große smallframe Getriebetopic
rennvespe antwortete auf ludy1980's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Extrem geiler shizzle von dir immer wieder Aber warum wurde diese Zähnezahlpaarung gewählt?? -
KATalysator: Rise of the Leistung
rennvespe antwortete auf rennvespe's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Verdichtung die zweite: 1. Auslitern: Diesmal habe ich nur den Kopf ausgelitert wie unten dargestellt um eventuellen Flüssigkeitsverlust zwischen Kolben und Laufbahn und andere Ungenauigkeiten der anderen Messmethode zu vermeiden. Es haben gesamt 14ml in den Kopf gepasst (1x volle 12ml + 1x 2ml). 2. Kolbendachvolumen/Kugelsegment berechnen: GS Kolben mit Ø57,5mm; Radius des Daches laut Hersteller 162,35mm; Kolbendachhöhe errechnet = 2,17mm => 2.4ml Kolbendachvolumen Brennraumvolumen bei 0.9mm QK = 11.6ml -> letztes Mal habe ich 12ml erlitert, was wohl doch nicht so falsch war wie gedacht... Somit kann ich ruhigen Gewissens die 0.9mm QK mit meinen 56mm Hub einstellen und lande bei einer effektiven Verdichtung von "nur" 8,05:1 und einer geometrischen Verdichtung von 13,5:1
-
KATalysator: Rise of the Leistung
rennvespe antwortete auf rennvespe's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Hitzetest Kaltmetall #2: Grundsätzlich war alles gleich wie beim ersten Test, jedoch habe ich nun die Flamme auf der Rückseite des Testobjektes seitlich vorbeistreifen lassen, wie die heißen, strömenden Abgase im Auslass. Der Temperaturfühler war mit dem Knetmetallbatzen befestigt. 1. Ich habe das Teil 5x auf 300°C erhitzt und wieder auf Raumtemperatur abkühlen lassen -> Das Knetmetall wurde da schon oberflächlich wie getrockneter Lehm und hat an den Kanten nichtmehr gut gehaftet. Mit mittlerem bis hohen Kraftaufwand hätte sich der Batzen vielleicht bereits jetzt mit dem Schraubendrehen ablösen lassen. 2. Danach wurde das Teststück 8x auf 500°C erhitzt und die Temperatur anschließend auf 300°C für je 3min gehalten -> die Ränder des Teststückes begannen zu bröseln und der Knetmetallbatzen war kurz vorm Zerfall. Er hielt jedoch noch so halbwegs auf dem Rippenstück. 3. Zuletzt wurde das Teststück auf 500° bis 650°C gehalten. Das Knetmetall verbrannte, trotz indirekter Flamme, zusehends. Nach knapp 4min fiel der Batzen von der Kühlrippe ab. Bei jeder Berührung des batzens bröseln weitere Teile des ab und zerfallen. Weitere Tests mit Loch in der Rippe und Öleinfluss etc. machen für mich keinen Sinn. Interessant ist, dass dieses Teststück am Testende noch besser zusammenhaftet als das beim letzten Mal. Für Anwendungen wo man formschlüssig einen großen Batzen hinbekommt, welcher sicher nicht höher als ~300°C, wie vorgegeben, aushalten muss würde ichs anwenden wollen. Darüber verändert es seine Eigenschaften deutlich ins negative.


-
KATalysator: Rise of the Leistung
rennvespe antwortete auf rennvespe's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
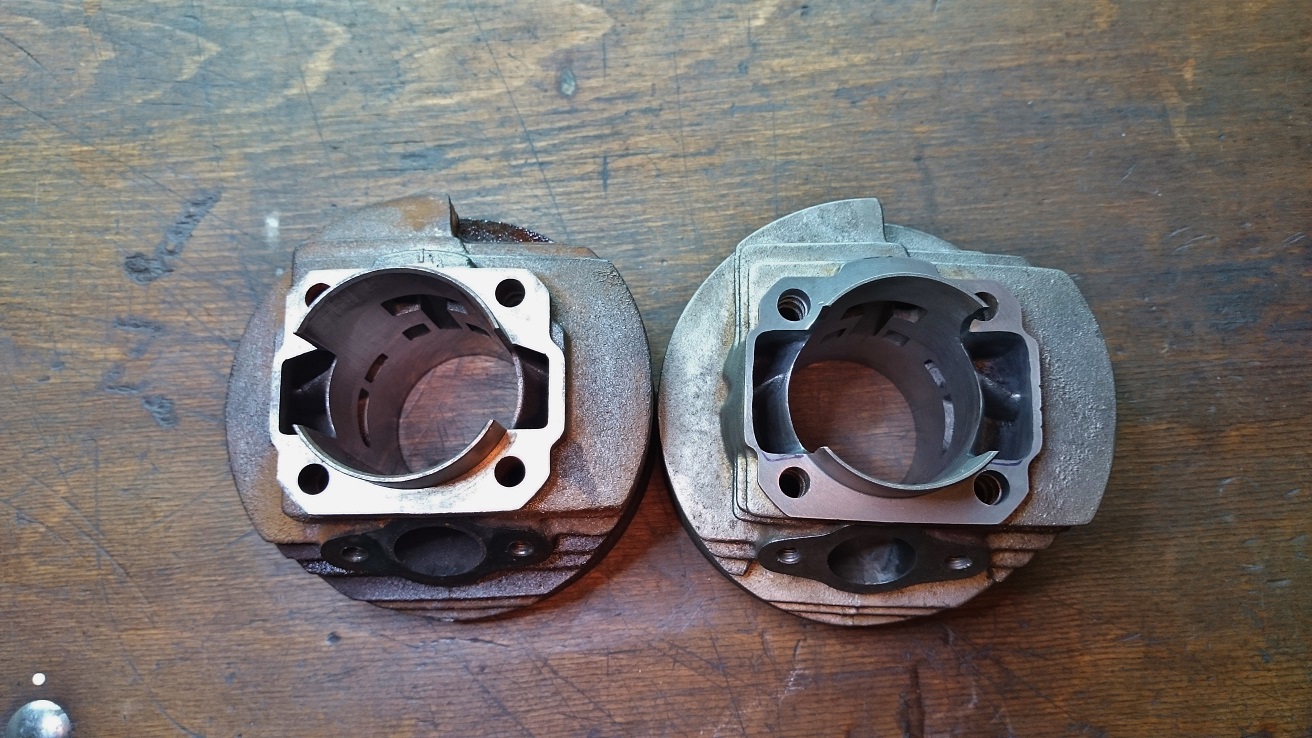
Heute nochmal einen Größenvergleich gemacht...

-
piaggio motorgehäuse.. was kann es wirklich?
rennvespe antwortete auf karren77's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Ich denke was Truls damit genau sagen will ist, dass die geringe Dehnung der Schrauben bei dem geringen Anziehmoment wohl nicht ausreicht um den Verlust an Vorspannung (wegen unterschiedlichem "WAK" der Teile) auszuhalten und die Schrauben sich dann lockern. -
Aufbau eines ESC K5 Einheitsklasse Rennrollers
rennvespe antwortete auf Schmied's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@wheelspin: Ist das ein Membranmotor oder ein Drehschieber? Respekt für die Leistung -
piaggio motorgehäuse.. was kann es wirklich?
rennvespe antwortete auf karren77's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Das ist kein großes Drama mit guten Frässtiften. -
KATalysator: Rise of the Leistung
rennvespe antwortete auf rennvespe's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Hui, bin gespannt was der Evo zusammen mit der Holly dann drückt bitte berichten -
KATalysator: Rise of the Leistung
rennvespe antwortete auf rennvespe's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Welches Setup ist denn bei dir im Aufbau? -
KATalysator: Rise of the Leistung
rennvespe antwortete auf rennvespe's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Ja, das war von Anfang an klar. Was mich am meisten interessiert hat, war wie sich das Zeug bei zu hoher Temperatur verhält. Ob es direkt zu staub wird, oder ob es sogar schmilzt... Ich werde noch einen realistischeren Test durchführen. -
KATalysator: Rise of the Leistung
rennvespe antwortete auf rennvespe's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Den Test kann man sicher noch realistischer Ausführen. Ich hatte den Temperaturmessfühler (Messgerät ist ein Multimeter) mit dem Kaltmetalbatzen an der Kühlrippe festgeklebt. -
KATalysator: Rise of the Leistung
rennvespe antwortete auf rennvespe's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Servus Ja bitte, das wäre sehr interessant. -
KATalysator: Rise of the Leistung
rennvespe antwortete auf rennvespe's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
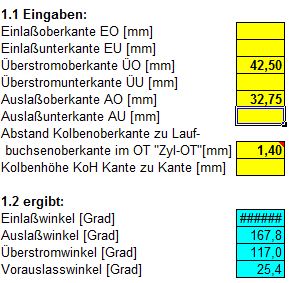
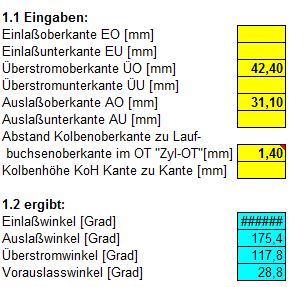
Hitzetest Kaltmetall: Ich habe nun das auf einem Stück abgebrochener Kühlrippe (nur gereinigt mit drahtbürste, grobem Schleifpapier und aceton) angebrachte und nun nach mehreren Tagen durchgehärtete Stück Weicon Titanium Kaltmetall mit dem Bunsenbrenner von der Rückseite der Kühlrippe her erhitzt. Zusätzlich habe ich während dem Heizvorgang mit einem Schraubenzieher leicht an der Oberfläche gekratzt um zu schauen ob sich die Konsistenz verändert. Die Temperaturerhöhung auf +600°C hat 9 Minuten gedauert. Fazit: Zwischen 340°C und 360°C hat das Kaltmetall begonnen leicht pulverig zu werden. Es hat gewirkt als ob es austrocknen würde. Ab so 500° konnte man relativ leicht größere Stücke abbrechen. Danach habe ich aufgehört herumzukratzen. Ab ca. 600° ist dann das ganze Stück abgefallen und zu staub zerbröselt. Steuerzeiten 125 ET3, 130 DR & 130 Polini auf 51 Hub mit 1.4mm Kolbenunterstand: Der ET3 Zylinder und der DR sind von der Kontur (Überströmer & Auslass) auf den ersten und zweiten Blick nahezu ident geformt. Der DR ist jedoch sauberer gegossen, besonders im Bereich der Überströmer. Irgendwann muss ich diese beiden mal ordentlich reinigen und auch abgießen... ET3: 130 DR: 130 Polini (Überstromzeit der Hauptströmer):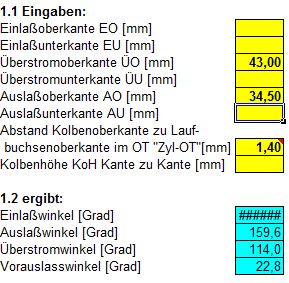
-
KATalysator: Rise of the Leistung
rennvespe antwortete auf rennvespe's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Der Weihnachtliche Zeitvertreib ist nun auch abgeschlossen - die Überströmer passen gerade so aufs zum Quttrini C1. Wenn man auf den Doppelzirkel hört, bricht man auch bei 1mm Restwandstärke nicht durch.... Dem Auslass werde ich nun in den nächsten Wochen Monaten, wenn sich zeit findet, mit Böhler Fox GNi Elektroden zu Leibe rücken....



-
das große "Nicht-Falc-Topic"
rennvespe antwortete auf bodybuildinggym's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Wahnsinn gleich mal deutlich über 35ps aus dem Klumpen auf die Rolle gedrückt mit guter vorresoleistung. -
Neuigkeiten, Gerüchte, Produktankündigungen
rennvespe antwortete auf Brosi's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Ich hoffe es für alle die kein FB haben... -
KATalysator: Rise of the Leistung
rennvespe antwortete auf rennvespe's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Jop darf ich dich da morgen abend eventuell mal mit ein paar Fragen nerven? -
Die Löcher sind ziemlich groß, da muss man schon relativ lange hinhalten und der Zylinder wurde gerade frisch gebohrt/geplant und Verzug durch Schweißen möchte ich hier gerne vermeiden. Hartlöten würde mir noch zusagen.... Ok, vielen Dank für die Info. Ich denke werd mal das Weicon Titanium Zeug testen und gleich den ganzen Auslass außen zubetonieren. Das Zeug wird hier im GSF ja sehr gerne und recht positiv verwendet, wenn auch für etwas andere Anwendungsstellen.... Wenns nicht funktioniert wird hartgelötet.
-
KATalysator: Rise of the Leistung
rennvespe antwortete auf rennvespe's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
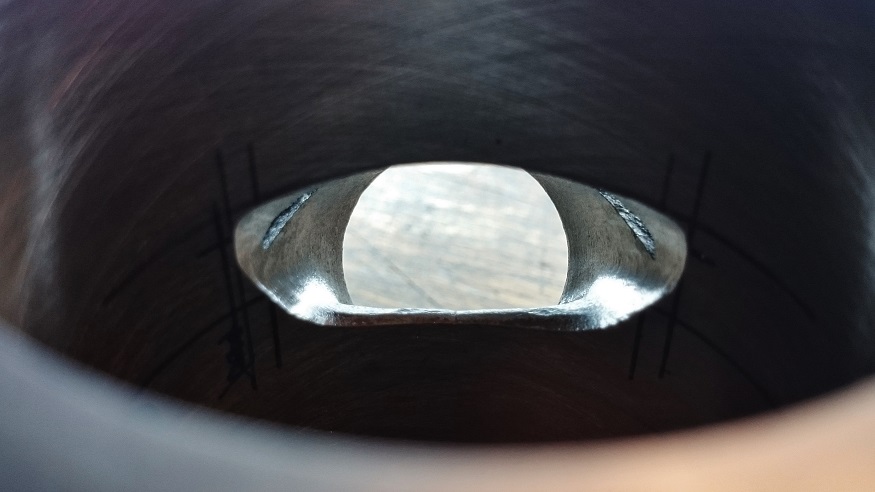
Hiiiiilllfeeeee der Poliniauslass ist noch nichtmal halb fertig und ich bin schon deutlichst durchgebrochen. Da ist ja garkein Material vorhanden... Da der Motor ein "Tourenmotor" sein soll und deswegen eine möglichst hohe Zuverlässigkeit gefragt ist, sollte der Durchbruch ordentlich abgedichtet werden. Leider weiß ich noch nicht so recht wie, da der Zylinder frisch gebohrt/geplant ist, und ich keinen Verzug in das Ding bringen möchte. Am liebsten würde ich den Auslass rundherum verstärken um eine halbwegs brauchbare Kontur reinfräsen zu können. Aber was soll man da am besten nehmen? Pflicht: Es muss halten und dicht sein. 3 Möglichkeiten zur Selbstreparatur stehen mir zur Auswahl: 1. Weicon Titanium: Pros: easy zu verarbeiten; die Qualität soll wirklich super sein Cons: Nur bis 300° Temperaturfest; dauerhaltbar?? ("anwenden und vergessen") 2. KSD Fire steel: Pros: easy zu verarbeiten; Cons: (dauer)haltbar?? ("anwenden und vergessen") 3. Auflöten mit https://www.zujeddeloh.de/produkte/werkzeuge_+_zubehoer/loeten_und_schweissen/lote/hart_+_weich_--217/messsinglot_hartlot_l-cuzn40_ummantelt--_11407.html: (kann man mit diesem Lot überhaut Auftraglöten, wenn nein welches Lot funktioniert dafür?) Pros: ich denke Löten ist nach Schweißen die haltbarste Methode Cons: Aufwändig zu verarbeiten -> welches Lot überhaupt nehmen?? Wäre geil, wenn da noch ein paar Leute hilfreichen Input zu dem Thema hätten So wäre es geil: Nachfolgend nun noch ein paar Bilder von der ersten Fräserei am Zylinder und Bilder von den abgegossenen Überströmern: Den Übergang von den "riesigen" Überströmern des Quattrini C1 zum Zylinder muss ich definitiv noch umgestalten. Ich weiß zwar noch nicht 100% wie, jedoch gefällts mir so wie es jetzt ist nicht recht. Der Hauptströmer scheint im Kanal auch noch ein wenig eingeschnürt zu sein, was ich noch beheben werde.










-
Weißt du noch welches Produkt du verwendet hast?
-
Klingt gut für meinen 130er GG Polini. Ich will das nämlich einmal reparieren und dann vergessen können. Ist das fire steel knetmassenähnlich oder eher flüssig? Weicon Titanium wird auch ab und zu erwähnt, jedoch ist das nur bis 300grad Temperaturfest und es hält trotzdem??
-
Was ist denn da im Jahr 2017 stand der Technik? JBWeld Auto, Thermo Steel, KSD Fire steel, oder was nimmt man nun am besten bei einem 133er Polini Auslass?
-
KATalysator: Rise of the Leistung
rennvespe antwortete auf rennvespe's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
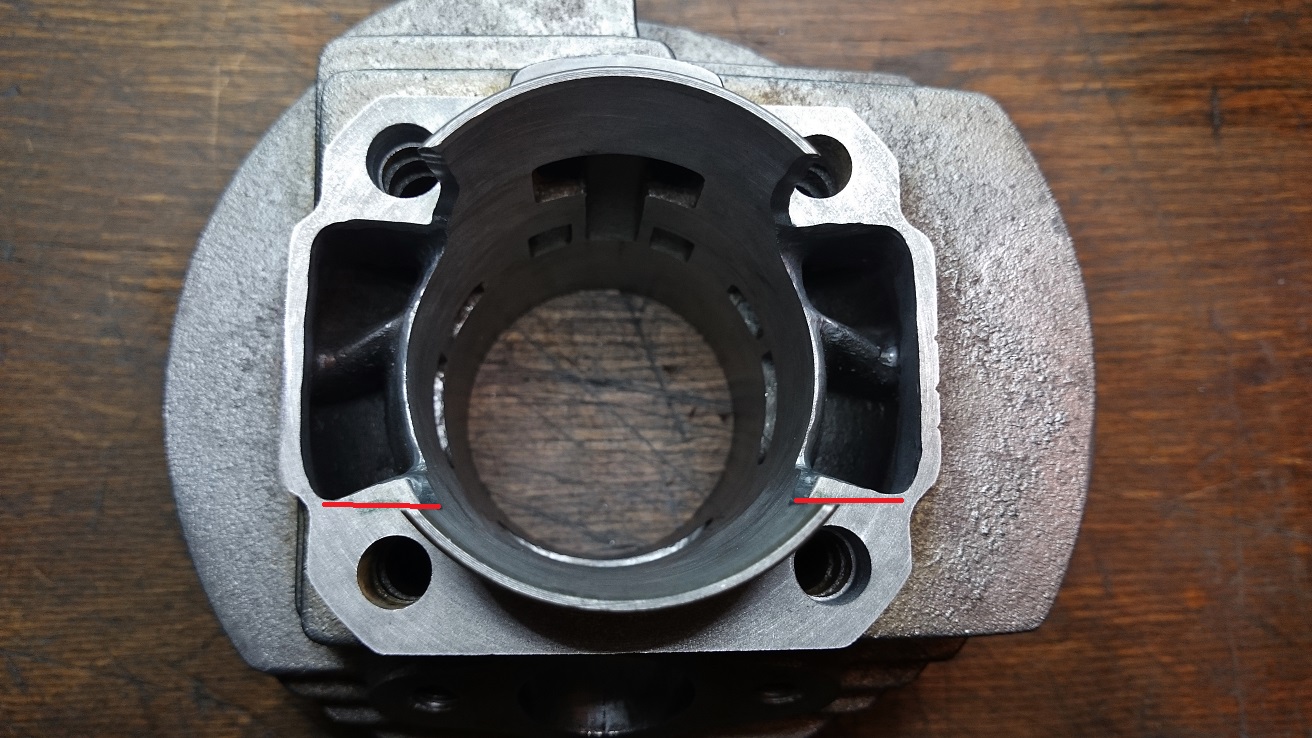
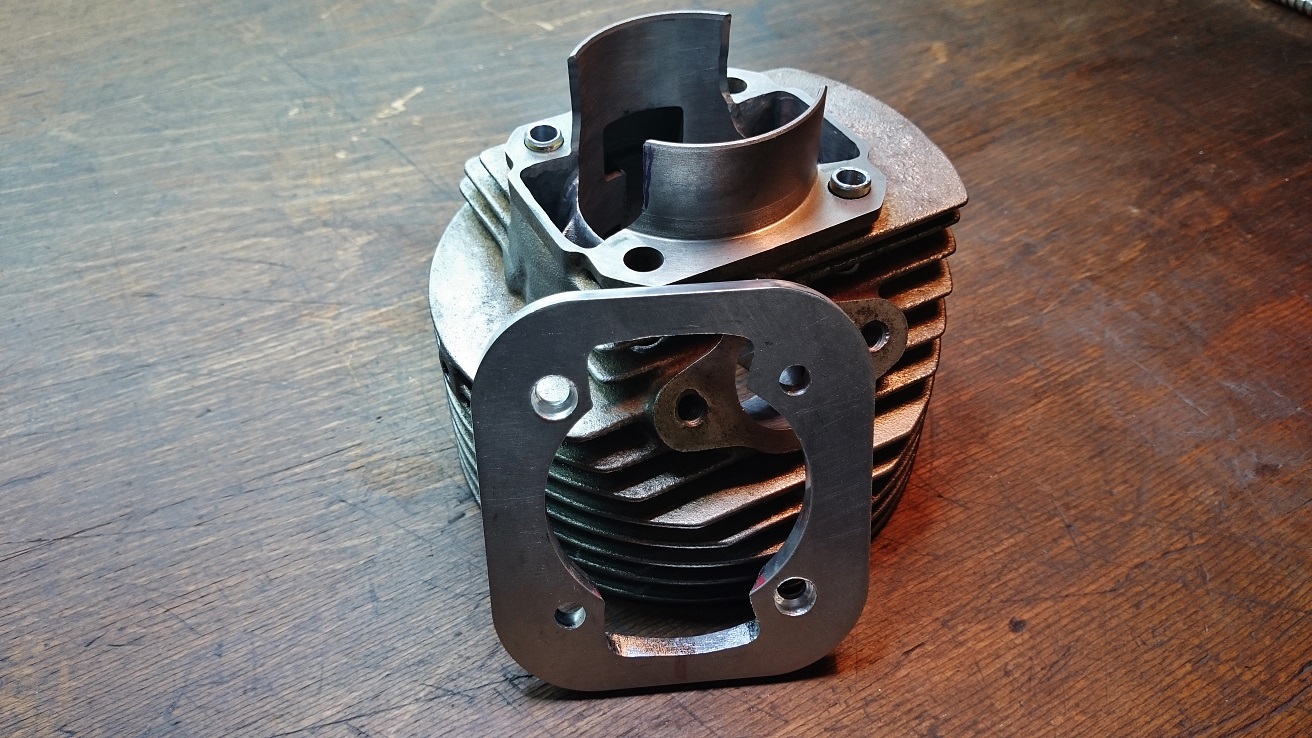
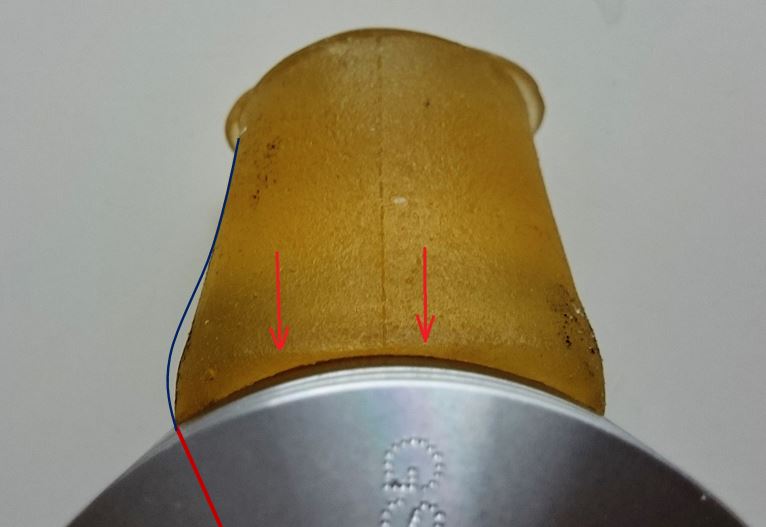
Nun kann eigentlich losgefräst werden Die Kopf- und Fußdichtungen sind schonmal da. Bei der Fudi müssen klarerweise noch die Überströmer gefräst werden. Die Kopfdichtung zentriert sich über den Innendurchmesser des Gerheads und die Zentrierung zwischen Kodi und Zylinder wird über Hülsen bei den Stehbolzen passieren. Innen ist die Kodi natürlich dicker (0.3mm) als außen. Abgüsse des originalen Polini habe ich auch erstellt. Im Foto ist nur der Auslass zu sehen, da ich die Überströmer leider nicht ausgeformt bekommen habe.... Beim Auslass ist aber gut zu sehen, dass dieser ab Werk bereits eine relativ schöne Kanalführung besitzt. Mein Parmakit Sp09 Evo D60 war nicht so schön geformt. Bei genauerem Hinsehen erkennt man jedoch eine Kante an der Auslassoberseite 1- 2.5mm nach dem Fenster (rote Pfeile). Diese finde ich nicht ganz soo geil. Auch sollte der Auslass ruhig noch radialer Ausströmen können um die vorhandene Auslassbreite voll auszunützen, so wie in blau für eine Seite eingezeichnet.




-
das große "Nicht-Falc-Topic"
rennvespe antwortete auf bodybuildinggym's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Haha, wie geil ist das denn bitte ich hoffe sehr die Arbeit lohnt sich für dich. Das dürfte dann ein "GSF- first" sein oder? .....ansonsten kannst du ja auf das ausweichen: (bitte Taschentücher bereithalten) https://www.lectronfuelsystems.com/index.php/billet-single.html