powerracer
-
Gesamte Inhalte
4.124 -
Benutzer seit
-
Letzter Besuch
-
Tagessiege
12
Inhaltstyp
Profile
Forum
Kalender
Shop
Articles
Community Map
Alle Inhalte von powerracer
-

Anlaufscheiben pleuel unten 24 x 40/41 x 0.5
powerracer antwortete auf Truls221's Thema in Technik allgemein
@Sieger Bitburg, hallo, die Anlaufscheiben Ø 24x35x0,5 gibts ja bei Worb, also warum aufdremeln? Nur haben die außen "35mm Ø"! Dem Truls gehts doch um die Auflagefläche von 40-41mm, damit nicht nur der Käfig, sondern auch der Pleuelfuß axial geführt wird. Der alternativ Vorschlag vom PXler, abschleifen gefällt mir auch sehr gut @Truls, opfer doch eine Scheibe (oder auch zwei), abschleifen oder abdrehen, dann siehst doch, ob die Scheibe nur an der Oberfläche "verkupfert" ist, oder aus , Kupferähnlichem Vollmaterial. Das sind mal € 4,20 pro Scheibe plus Versandkosten, Gruß -
Anlaufscheiben pleuel unten 24 x 40/41 x 0.5
powerracer antwortete auf Truls221's Thema in Technik allgemein
Hi Truls, zu 99% sind versilberte Scheiben aus Alu, es gibt diese aber auch in Kupfer-Legierung, Messing sowie ähnlich Lagerbronze, LG Helmut PS: Noch nen Tipp, stech doch von Lagerbronze 0,5mm Scheiben ab, die dünnsten Scheiben die ich produziert habe, 0,1mm dick, absolut plan -
Anlaufscheiben pleuel unten 24 x 40/41 x 0.5
powerracer antwortete auf Truls221's Thema in Technik allgemein
Hi Truls, falls Du keine bekommst, nehm doch die Scheiben von Worb, 24x40x1 / Art. Nr. PL 24040010 (kost so um die € 4,20) dreh dir einen Dorn, mit mind. 40 mm Außen Ø als Auflagfläche, innen lässt mit 0,45mm Höhe einen Bund stehen, Bund Ø genau auf deinen Innen Ø von 24 mm abgestimmt. Aufnahmedorn bleibt eingespannt, denn der läuft genau im Planschlag! Dann feilst an zwei gegenüberliegenden Stelle eine flache Kerbe ein. Nun klebst mit Sekundenkleber deine Scheiben auf, damit diese sauber plan anliegen, drückst die Scheibe mittels mitlaufender Körnerspitze und passender Scheibe an. Nach ein paar Sekunden kannst die Scheibe auf deine gewünschte Dicke drehen. Stellst vorsichtig 0,05mm zu. Den Aufnahmedorn lässt für die nächste Scheibe eingespannt, dann machst den Dorn samt Scheibe warm, dann löst sich der Kleber leicht (wurde hier mal von jemand empfohlen, funzt suppi) mit einem Tapetenmesser, gehst zur Unterstützung zwischen die Kerben, und hebelst die Scheibe vorsichtig weg. Wenn der Dorn mal ausgespannt war, richtest den auf ca. 2-3 hundertstel aus, überdrehst deine Planfläche, das die läuft, und machst dein Bundmaß auf 0,45mm, gutes Gelingen wünscht Helmut -
DBM Smallframe Racer - Projekte
powerracer antwortete auf vespetta's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Christoph, richtig geile Kurve, mit dem Ansauggummi hattest ja wirklich Glück, der Prüfraum ist ja obergeil, gefällt mir richtig gut, Gruß Helmut -
Moin Jens, heute die Nachricht vom Laserbetrieb bekommen, Stahl- Zwischenscheiben sind auf dem Postweg zu mir, geht doch langsam was Gruß Helmut
-
Quattrini 200 cc smallframe
powerracer antwortete auf mauropapa's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@konrektor, hallo, würde mal so weiterfahren, beim nächsten mal spalten, würde ich das Axialspiel neu austarieren, das kannst Du messtechnisch machen. Ein NJ Lager sollte schon im kalten Zustand Axialspiel heben. Es ist natürlich schwierig, bei einer Seite Festlagersitz, bei leichtem über "0" Maß des Stumpfes, die Welle axial verschieben zu können, um mit einer Messuhr das Axialspiel messen zu können. Es geht auch mit einer Fühlerlehre zwischen Wange und Gehäuse, vor dem klopfen ausmessen, wenn die Welle dann mit dem Schonhammer axial geklopft wird,nochmals messen, wohlgemerkt, alles im kalten Zustand des Motors, Gruß -
Kolbendach Beschichtung - wer hat sie, was geht?
powerracer antwortete auf BerntStein's Thema in Technik allgemein
Moin Jens, wäre aber mal einen Versuch am Zweitakter wert, nur im Bereich der Quetschzone solche Dimpels am Kolbenboden einzuarbeiten. Heißt ja eigentlich, dieser Bereich im Kolben und Brennraum, sollte eine perfekte Verwirblung des Gemisch gewährleisten. Wärmeaufnahme auf den Kolbenboden, durch diese Dimpels, wäre zu testen, Helmut -
Quattrini 200 cc smallframe
powerracer antwortete auf mauropapa's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@konrektor, hallo, dein Axialspiel von 0,2-0,25 sollte schon bei kaltem Motor vorhanden sein, wenn sich deine 2 bis 3 zehntel Axialspiel erst bei warmen Motor einstellen, läuft die Welle axial zu eng. Das Gehäuse dehnt sich doppelt so stark aus, wie deine Welle, dann kommt dazu, bei Durchbiegung der Welle, sind die Anlagepunkte, außen am Lager gemessen noch, weiter, Gruß PS: Über Axialspiel der Kuwe, findest Du aber einiges in bestimmten Topics -
@Pamcakes, hallo, das mit dem Laufspiel würde ich so nicht unterschreiben, ich kenn z.B. das Einbauspiel einer Air-Yamaha RD 100 mit 0,02mm, das ist ja nicht gerade viel, bei einer GG-Laufbuchse, Gruß
-
Kolbendach Beschichtung - wer hat sie, was geht?
powerracer antwortete auf BerntStein's Thema in Technik allgemein
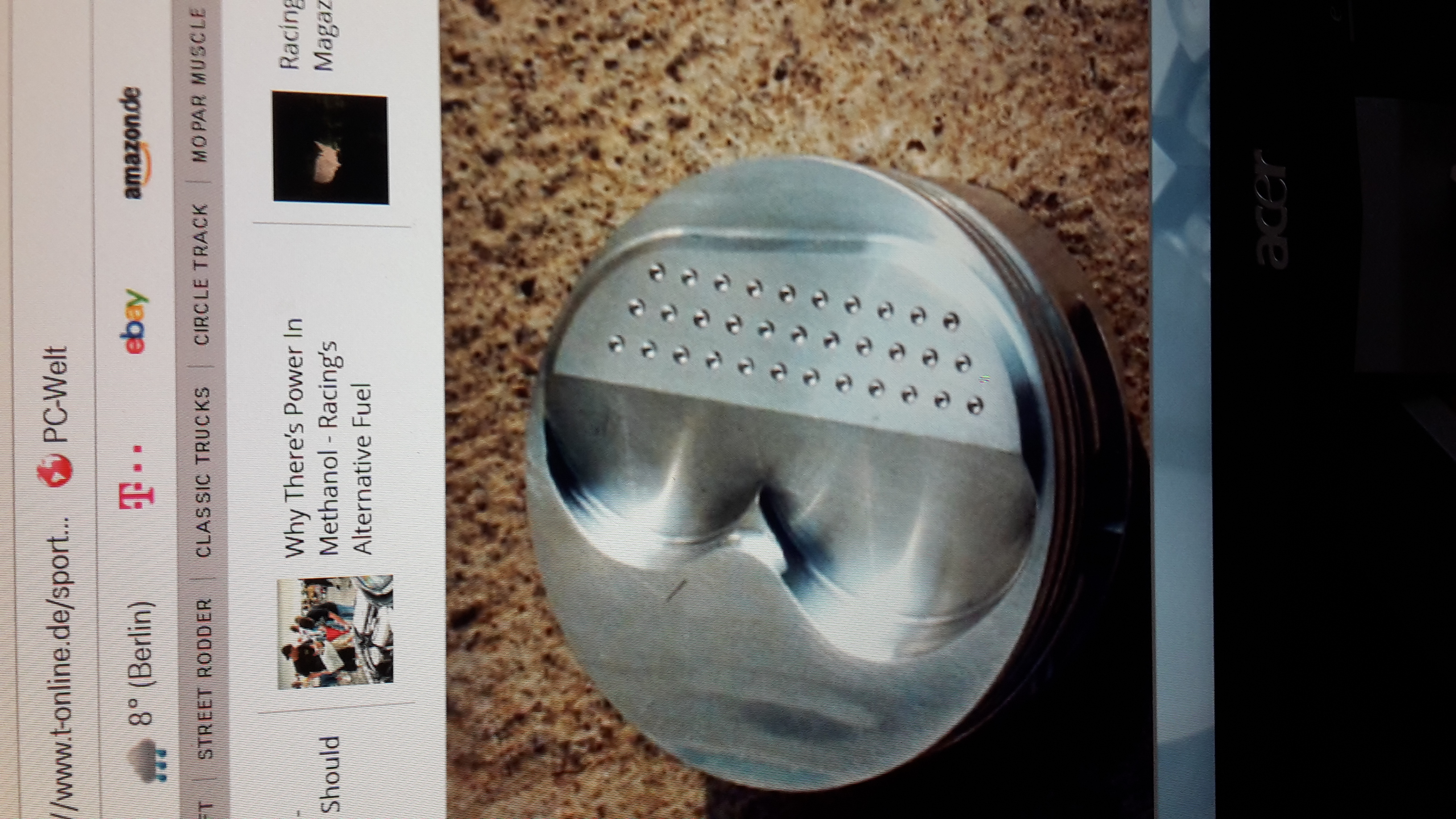
Hier mal das Bild eines Kolbens eines Falschtakters aus der Hot Rod Szene aus den USA, von einem sehr bekannten Tuner eingesetzt, pr
-
Kolbendach Beschichtung - wer hat sie, was geht?
powerracer antwortete auf BerntStein's Thema in Technik allgemein
ard_2, war der Kolbenboden vor dem beschichten gut vorbereitet, nicht das, das ein Kolben war, wo mal ein Clip oder sonstiges durchgewandert ist? Für die Wärmeaufnahme im Kolbenboden nicht ganz so ideal, Kolbenboden sollte ja poliert sein, und wirklich ohne Vertiefungen, kann aber auch in dem Punkt verkehrt liegen. Aber für die Gemischverwirblung im Quetschzonenbereich perfekt! Die Amis fräsen ja an den Falschtaktern dieses Golfballmuster, im Bereich der Quetschkante in den Kolbenboden, Bilder reich ich mal nach, pr -
@deedee; hallo, autogen ist viel vielseitiger wie Schutzgas, Du kannst hartlöten, mit Silberlot arbeiten, mit speziellen ummantelten Alu-Lötstäben Alulöten, kommen aus dem Campingbereich, da hab ich schon Alukühler aus dünnstem, 0,5mm dickem Alublech gelötet, aus dem Oldtimerbereich gints da auch noch Alustäbe, und natürlich zum autogen Stahlschweißen. Schneidbrennen und Teile erwärmen zum biegen, nicht zu vergessen! Falls mal an der Rennstrecke eingesetzt, unabhängig vom Stromnetz, einfach perfekt. Leihflasche lohnt sich nicht, so ein Vertrag kostet richtig Kohle. Eigentumsflasche kriegst schon recht günstig, hab mir vor kurzem eine 20 l Argon gekauft, die kostete als sogenannte Kautionsflasche € 100,- die 100,- bekomm ich wieder wenn ich mal nichts mehr mache und geb die zurück. Für die Füllung zahle ich € 40,- netto, Preise sind je Flaschengröße unterschiedlich gestaffelt. Gruß
-
Winterprojekte (seit 2002/2003 ... bald Saison 2024/2025)
powerracer antwortete auf lummy's Thema in Lambretta LI, GP, SX, TV etc.
@T5Rainer, danke dir Gruß -
Winterprojekte (seit 2002/2003 ... bald Saison 2024/2025)
powerracer antwortete auf lummy's Thema in Lambretta LI, GP, SX, TV etc.
Servus Harald, leider ruht aus gesundheitlichen Problemen das Lamy-Simo Projekt seit einigen Monaten, aber aufgeschoben, ist nicht aufgehoben, bin ja schon sehr weit, und langsam gehts gesundheitlich aufwärts, Gruß Helmut -
FAIO GETRIEBE ! Erfahrungen , Haltbarkeit, Kombis....
powerracer antwortete auf gigs's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@richosburli,servus, so wie deine Abziehschrauben aussehen, denke ich, sind das 8.8er Qualität, versuch mal ob Du 10.9, oder 12.9 bekommst. Dann ziehst Du deine Zentral-Abdrück-Schraube fest, gibst mit dem 250g Stahlhammer einen trockenen Schlag auf den Schraubenkopf, (ideal ein Sechskantkopf, keine Inbus) dann ziehst die Zentralschraube nochmals kräftig nach, wieder einen trockenen Schlag mit dem Hammer, dann nach mehreren Malen dieser Prozedur, knallt dein Kulukorb vom Konus runter. Der harte Schlag löst die Konusverbindung, nicht die Abdrückkraft, über die Steigung der zentralen Schraube, viel Erfolg, Gruß -
Hi Chris, ist ne geile Schablone, ich hab die aber zweckentfremdet. Ich verwend die zum Bohrer schleifen, kann damit 110 / 115 / 120 und 125° ablesen, je nach Werkstoff, den man bohren will. (118° wäre der Lehrbuch-Winkel) Die Wendlung des Bohrers wird entweder am 90 oder 80° Schenkel angelegt, dann durch umstecken des Schiebestücks, nochmals zwei verschiedene Winkel möglich, Gruß Helmut
-
Entlüftungsröhrchen Benzinhahn kleben, womit ?
powerracer antwortete auf sucram70's Thema in Technik allgemein
Nun hab ichs verstanden, sorry, dachte Du meinst das anders. Ist ne super Idee, genügend Lot auftragen, dann mit Feile und Schmirgel, passenden Presssitz herstellen Gruß -
Entlüftungsröhrchen Benzinhahn kleben, womit ?
powerracer antwortete auf sucram70's Thema in Technik allgemein
@insidedev, hallo, wenn es dir gelingen sollte, Alu-Druckgussmaterial (oder Alu allgemein) mit Messing oder Kupfer durch eine Lötverbindung zu verbinden, dann wäre die ganze Metall Materie auf den Kopf gestellt, wenn Du dir ein Aluröhrchen anfertigst, siehts schon anders aus, Gruß -
Lüfterrad selber statisch wuchten, mit einem Wuchtbock
powerracer antwortete auf Werner Amort's Thema in Technik allgemein
@Werner Armort; servus, so wie es Tim anspricht, mit einem Dorn, dann auf zwei Haarlinealen, mit der Maschinen-Wasserwaage ausgerichtet, reagiert das Schwungrad auf 0,2g genau. Noch genauer würde es mit einem Schleifscheiben-Wucht-Apparat funzen, diese sind aber schweineteuer. Vier Lager haben ein viel zu großes Losbrechmoment, der Tim ging mir zur Hand beim wuchten von ein paar Schwungrädern, ein Kügelchen mit ca. 1,5mm Ø aus Knetmasse an eine Stelle geklebt, rollt das Schwungrad schon los, bei einem bereits gewuchteten Schwungrad, da kam der Tim aus dem staunen nicht raus Gruß


-
Quattrini 200 cc smallframe
powerracer antwortete auf mauropapa's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@vesponex, hallo, ich kann deinen Ausführungen nicht ganz zustimmen, bei mir im Raum Ansbach, stehen im Umkreis von 50 km zwei Dynojet, in den zwei Jahren, in denen ich ich dem Betrieb gearbeitet habe, stand unter anderem so ein Dynojet. Im Schnitt kam in der Woche drei mal die Rennleitung, verschiedenste Zweiräder im Transporter um eine Leistungsmessung machen zu lassen, mit aussagekräftigem Diagramm, das von jedem Staatsanwalt anerkannt wurde, von Stufenführerschein mit Ü100 PS, eben alles quer Beet. Für die kleineren Roller haben die bei uns in ein zwei Polizeistationen, mobile, tragbare Rollenprüfstände, die zwar nicht die Leistung messen können, aber unter Last die km/h, so sieht die Praxis zumindest in unserer Gegend aus, kann sein, das bei dir das alles lockerer gehandhabt wird, Gruß -
Quattrini 200 cc smallframe
powerracer antwortete auf mauropapa's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Dürfte aber auch klar sein, das Stillstand "Rückschritt" bedeutet, also weiter machen Christoph pr -
Quattrini 200 cc smallframe
powerracer antwortete auf mauropapa's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Hallo Truls, was mir besonders an dem ASS gefällt, an den vorherigen Bildern sieht man noch die Ziehspuren in der Innenseite des Rohrs. Dann hat der King, innen im Rohr, bis vorne hin, alles mit sehr rauhem Strahlgut gestrahlt, was mir sehr gut gefällt. Dies entspricht genau meiner Erfahrung @ Christoph, weiter so Gruß Helmut -
DBM Smallframe Racer - Projekte
powerracer antwortete auf vespetta's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Hi Salvo, ich glaub, deine Startnummer ist noch für dich reserviert Gruß Helmut -
Quattrini 200 cc smallframe
powerracer antwortete auf mauropapa's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Servus Erich, geile Leistung, wir in Bayern sagen, so muss ein M200 laufen, der nicht "neben die Kappe getunt wurde"! Was mir an der Kurve besonders gut gefällt, ohne diesen komischen "Kamelhöcker". Gruß Helmut -
Zu der GT-Welle vom Jens, die heikelste Aufgabe war, den 180° Versatz 100%ig beim verpressen des zentrischen Wellenstumpfes zu erreichen. Da keine Paßfederjustierung in den Wellenstumpf eingearbeitet ist. Zufällig war vom Rückweg einer Studien Exkursion im süddeutschen Raum, der TimEy zwei Tage zu Gast bei mir im Haus. Dank kräftiger Mithilfe und gegenseitiger Inspiritation, hatte der Tim die geniale Idee, mittels im Prisma sitzenden Wangen, genau auf zentrischer Höhe ausgemessen, beide Hubzapfen auf Endmaßen aufliegen zu lassen. In dieser Position wurde mittig der Wangen ein Kontrollriss angebracht. Dann auf der Presse ziemlich genau nach Riss, mittels Anschlagwinkel ausgerichtet, ca. 3mm tief eingepresst, danach auf Verdrehung solange ausgerichtet, bis die um 180° versetzten Hubzapfen perfekt gegenüber lagen. Beim nur nach Riss eingepresstem Mittelstumpf, war für mich, doch überraschenderweise, eine Ungenauigkeit von ca. 0,5mm aufgetreten. Das hat mich sehr überrascht. Hier nochmals ein ganz herzliches Dankeschön an den Tim, pr