powerracer
-
Gesamte Inhalte
4.124 -
Benutzer seit
-
Letzter Besuch
-
Tagessiege
12
Inhaltstyp
Profile
Forum
Kalender
Shop
Articles
Community Map
Alle Inhalte von powerracer
-
Mensch Christian, so einen Umbau auf TZ-Zylis, zieh ich an einem Wochenende durch , es geht doch um die "Edelbastelei", TZ kann jeder, aber Vespa, nicht sooooo viele, und Leistungsstand 80er Jahre, na ja, das einzige überlegenswerte wäre, kein Membran Gedöns , wenns TZ 350er Zyli wären, die TZ 750er hatten ja dann Membran, glaub ich Gruß PS: Dein Cafe Racer top , das einzige, hat halt zwei Takte zu viel, war nur Spaß
-
@freibier, servus Ralf, die Kuwe ist zwischen beiden mittleren Wangen zusammen gepresst, der mittlere Hauptzapfen hat eine Aretierung, um einen 100%igen 180° Hubversatz gewährleisten zu können. Auch ergibt sich ein fixer axialer Abstand, durch einen Bund, an dem der Zapfen anliegt! Wenn Du die mittleren HL und Siri wechseln willst, musst Du von außen anfangen, zu zerlegen, von welcher Seite ist egal, d.h. ein Pleuelzapfen muss ausgepresst werden, sonst funzt das nicht, Gruß
-
Jens, die Köpfe sind so geplant, so ähnlich dem Kopf aus dem Rotax 123 Topic, (auf Luftkühlung Umbau) ich werde mit den Köpfen deutlich in die Länge gehen, eine Rechteckform verpassen, um mehr Kühlfläche zu erhalten. Die Köpfe werden aus dem vollen gefräst. Frage an dich, lässt Du bei deiner GT den Primär, schrägverzahnt? Gruß PS: Ich lass mal die Wapu im Gehäuse verbaut, falls der Motor thermisch Probleme macht, nehme ich vom Zyli die obersten drei Kühlrippen mit, die werden auch auf Rechteckform gefräst, fräse eine Dichtfläche für O-Ringabdichtung an, setz einen rechteckigen Wasserdeckel mit Dom drauf. Diesen Umbau mach ich aber ungern, das würde dem ganzen, den Flair nehmen
-
Jens, meld mich hier im Bunde "der dritte an" , eigentliches Input kommt vom PXler, mit seiner geilen Idee, auf seine betagte GT-Dame ganz heiße moderne Vespa Zylis zu verpflanzen , nun hab ich hier meine geliebte Yamaha YPVS 350 stehen, nach kurzer messerei, Falc Zyli drauf gehalten, steht der Entschluss fest, das wird eine Vespa-Yam! Zyli-Mittenabstand liegt bei der YPVS bei 102mm, (ich muss da den PXler, um seine 104mm beneiden) um etwas größere Strömer zu bekommen, gehe ich auf 60er Bohrung, statt Ø 64 der YPVS Primär wird noch auf geradverzahnt umgerüstet. Der ganze Wasserkram kommt raus, es müssen Air-Zylis bleiben, Leistung wird bei Ü80 angepeilt, was drüber ist, ist auch O.K. Gruß
-

Auf der suche nach einem passenden 2T Zylinder
powerracer antwortete auf CMK's Thema in Technik allgemein
Ja mach, hab schon den Mittenabstand meiner YPVS, hier liegen, verrat ich dann , leider nicht ganz so breit wie bei deiner GT, aber es geht sich aus Helmut -
Auf der suche nach einem passenden 2T Zylinder
powerracer antwortete auf CMK's Thema in Technik allgemein
Moin Jens, so ein Topic wäre richtig gut und geil, ich bin schon am messen und tüfteln, auf meine YPVS, den ganzen Wasser runter zu reißen, und zwei wirklich "neue" heiße Falcs, evtl. DEA drauf zu schnallen, werde (im neuen Topic berichten) und Euch auf dem laufenden halten. Du hast schon das "richtige Mopped", bei knapp 10mm mehr Mittenabstand der Zylis, hast Du doch wesentlich mehr Potential , wobei die 120° Kurbelwellenversatz, schon was haben , @Christian, bevor ich auf TZ-Zylis umbaute, hatte meine Wasser Mach3 100PS am Hinterrad, die ging auf der Avus in Berlin 245 km/h durch die Lichtschranke Gruß -
Auf der suche nach einem passenden 2T Zylinder
powerracer antwortete auf CMK's Thema in Technik allgemein
Christian, servus, eine Frage zu den Zylis aus GB, wenn der gegossene Zyli als "Dreier-Block" gestaltet ist, dann sieht der Platz für die Strömer schon mal deutlich besser aus , dann reicht ein 5mm breiter Dichtungssteg zwischen den Zylis aus. So ein Block-Zyli, stabilisiert das Gehäuse unwahrscheinlich, Bohrbild kann das STD verwendet werden So eine Bauart, wird, oder muss, als wassergekühlt ausgeführt werden, wenn man nicht gießen lassen will, es geht auch anders, Vorausetzung sind dann aber Buchsen, das ist was für Jet-Ski, da gehts auch mal am Gehäuse ans eingemachte, machbar ist "alles" , wenns nötige Kleingeld da ist, Gruß Edit: PKW Kennzeichen war sichtbar



-
Auf der suche nach einem passenden 2T Zylinder
powerracer antwortete auf CMK's Thema in Technik allgemein
@matzmann, hallo, bestimmt meinst Du die Baubreite, wegen den Gewichten, auf den Bildern nicht so gut zu erkennen! Ich kenn so ähnliche Kulus von den Crossern, ankicken funzt, nur wenn die Karre abgewürgt wurde, ist nix mit anschieben , da fehlt der Kraftfluss, nächstes Problem, vom Reglement her, könnte die Kulu im Automatenbereich angesiedelt werden, da bin ich überfragt Gruß -
Auf der suche nach einem passenden 2T Zylinder
powerracer antwortete auf CMK's Thema in Technik allgemein
@inna halle, alter Vespa Twin Freak , mir geht seit heute Nacht, diese "Lock up Clutsch" nicht mehr aus dem Kopf, meinst Du, so was bringt man in der SF, vorausgesetzt, evtl. maßliche Änderungen, Ø, Bautiefe usw. unter? Für meine Vespa Tandem-Twin wohl auch sehr interssant, Gruß PS: Hätte evtl. ein eigenes Topic verdient, diese geile Kulu? Wer erbarmt sich? -
Auf der suche nach einem passenden 2T Zylinder
powerracer antwortete auf CMK's Thema in Technik allgemein
@Christian, das war Mitte der 80er, letzte Saison mit 1000ccm, dann wurde auf 750ccm homologiert. Die 1000er Susi, war in USA homologiert, war dort offizell zu kaufen, geforderte Stückzahl der FIM dadurch erreicht, da gabs die Kolben aus dem Regal. Ein GG-Zyli lief mit 0,03 Einbauspiel, ein Alu gebüchster Nicasil lief problemlos mit 0,025 mm Einbauspiel, auch bei 24 h Rennen in der WM. Als wir aufhörten, rissen die uns die Zylis regelrecht aus der Hand Helmut -
Auf der suche nach einem passenden 2T Zylinder
powerracer antwortete auf CMK's Thema in Technik allgemein
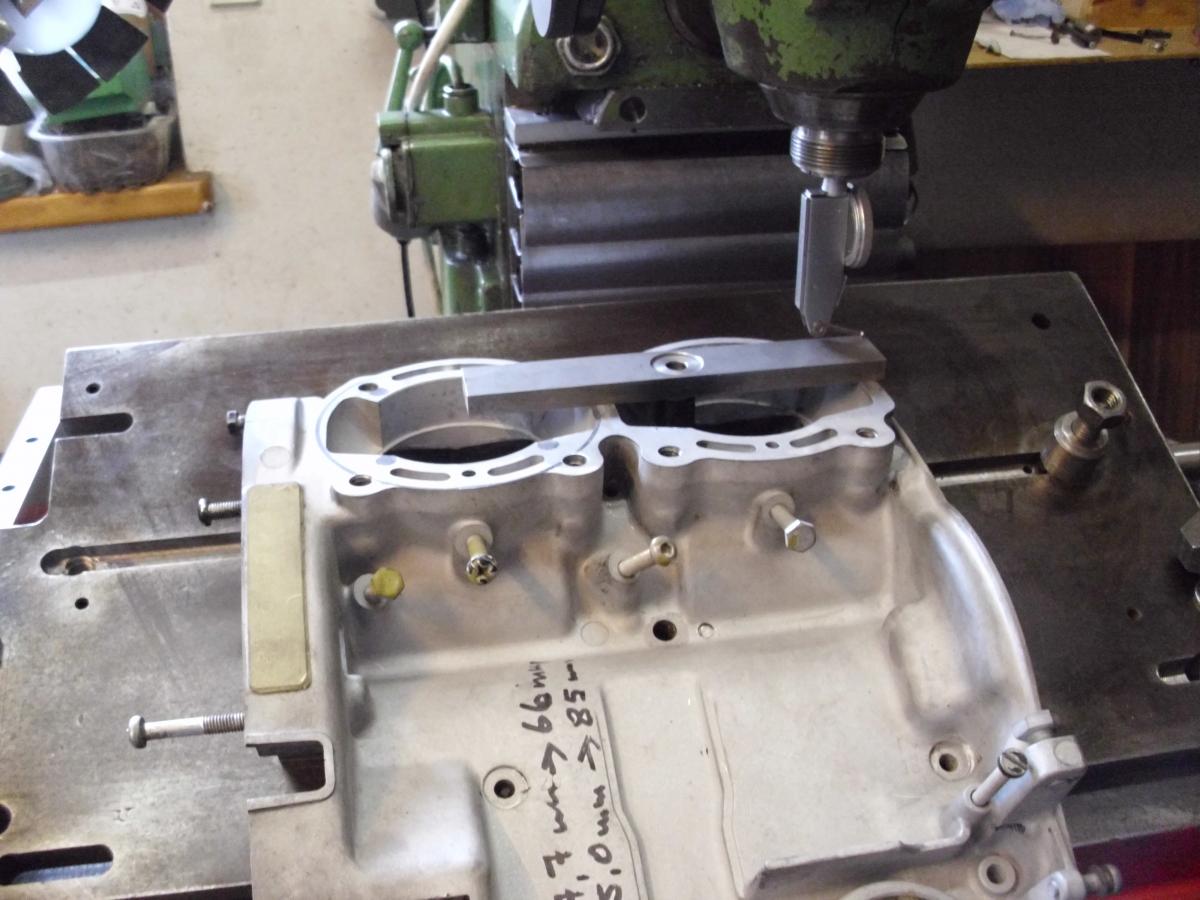
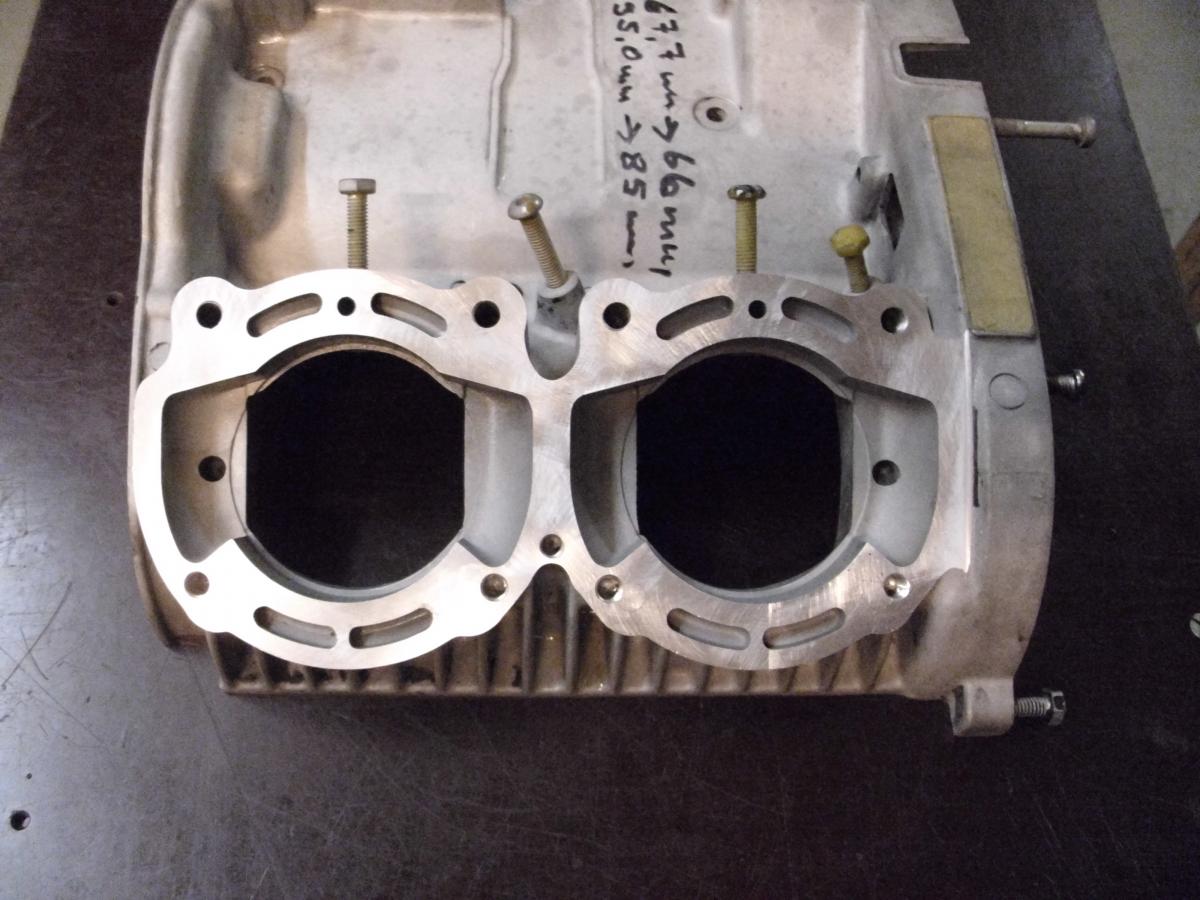
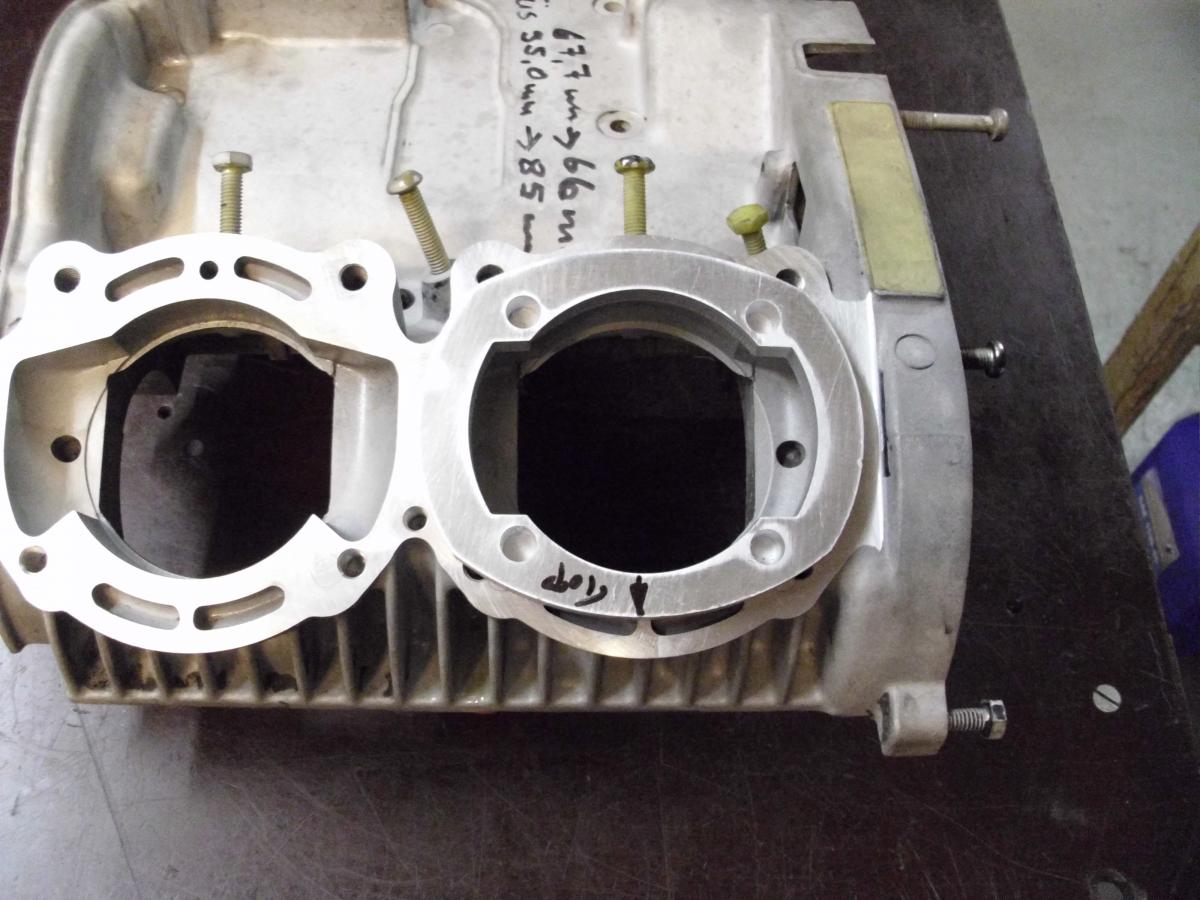
@Hi Martin, für mich ist dein Umbau im Geiste vor Augen, schon fix und fertig, hier nochmals die Maße mit Messschieber abgelichtet. Du sprachst vom verschenkten Volumen in den Strömern, wenn Deckel verschweißt werden, dann geh doch einen anderen Weg, pass dir ganz genau Carbon-Deckel in die Durchbrüche ein, dann verklebst Du diese Carbondeckel innen und außen hauchdünn mit JB Weld-Auto, dann hast Du eine max. Deckeldicke von 1mm. (das Zeug hält unwahrscheinlich gut, hab beste Erfahrung damit) Zu deinen geplanten Pleueln, da hätte ich enormes Bauchweh, guck doch einfach im Samarin-Pleuel-Katalog nach, da hats hunderte Pleuel, sortiert nach allen Maßen und Modellen, da gibt es garantiert was detlich besseres. @Yamawudri, zu deinen hochgelobten Zylis für die KH von der Insel, da können die noch so schöne Zylis gießen, die Krux sind die Wandicken der Strömer nach außen, um hier das Optimum raus zu holen, brichtst Du auch irgendwann durch, dann musst auch tricksen. Dann ist die Leistungsausbeute, ja nun auch nicht sooooo berauschend , das es einen vom Hocker haut. Ich vergleich mal, Stand der Vespa-Zylis vor ca. 10 Jahren, was zur Zeit in der Vespa-Szene abgeht, wäre vor 5 Jahren, Moto GP tauglich gewesen Gruß und gutes gelingen -
Auf der suche nach einem passenden 2T Zylinder
powerracer antwortete auf CMK's Thema in Technik allgemein
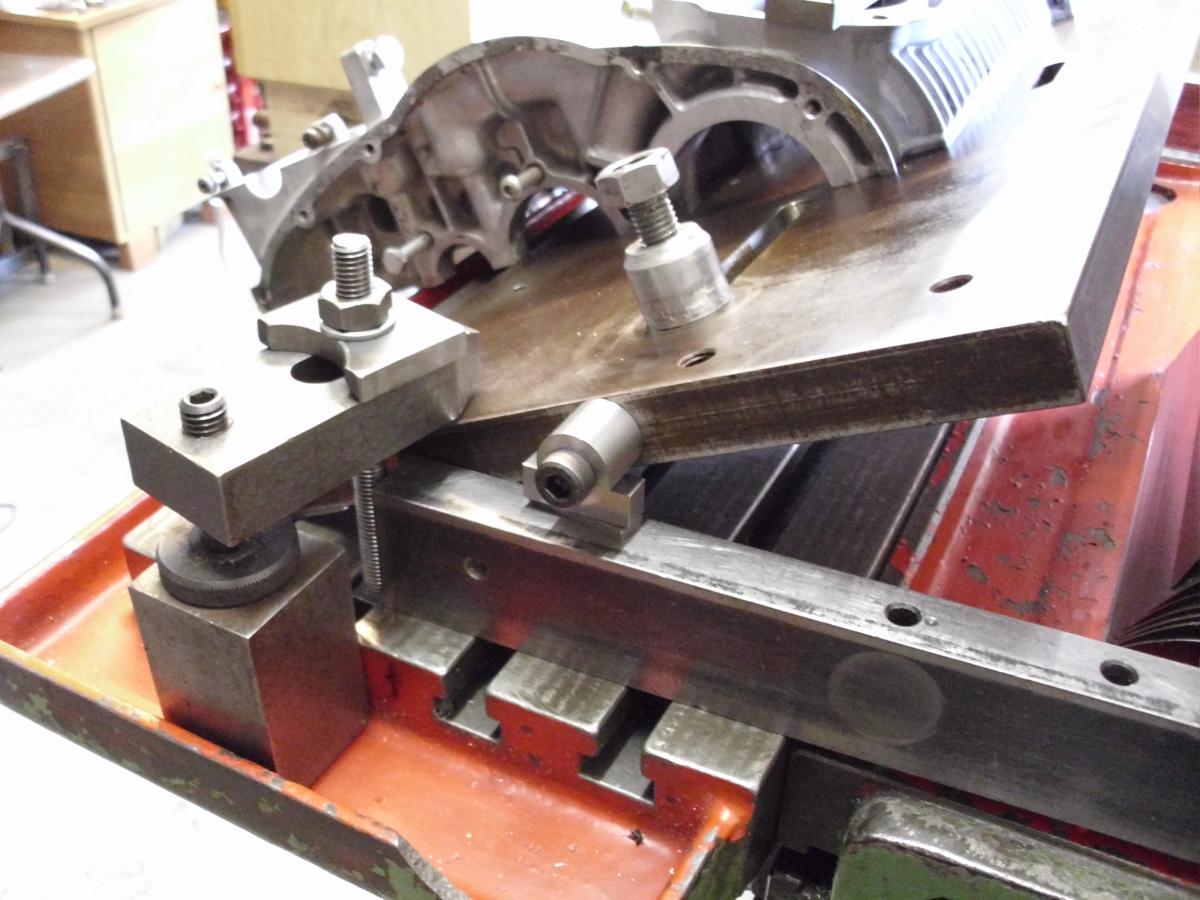
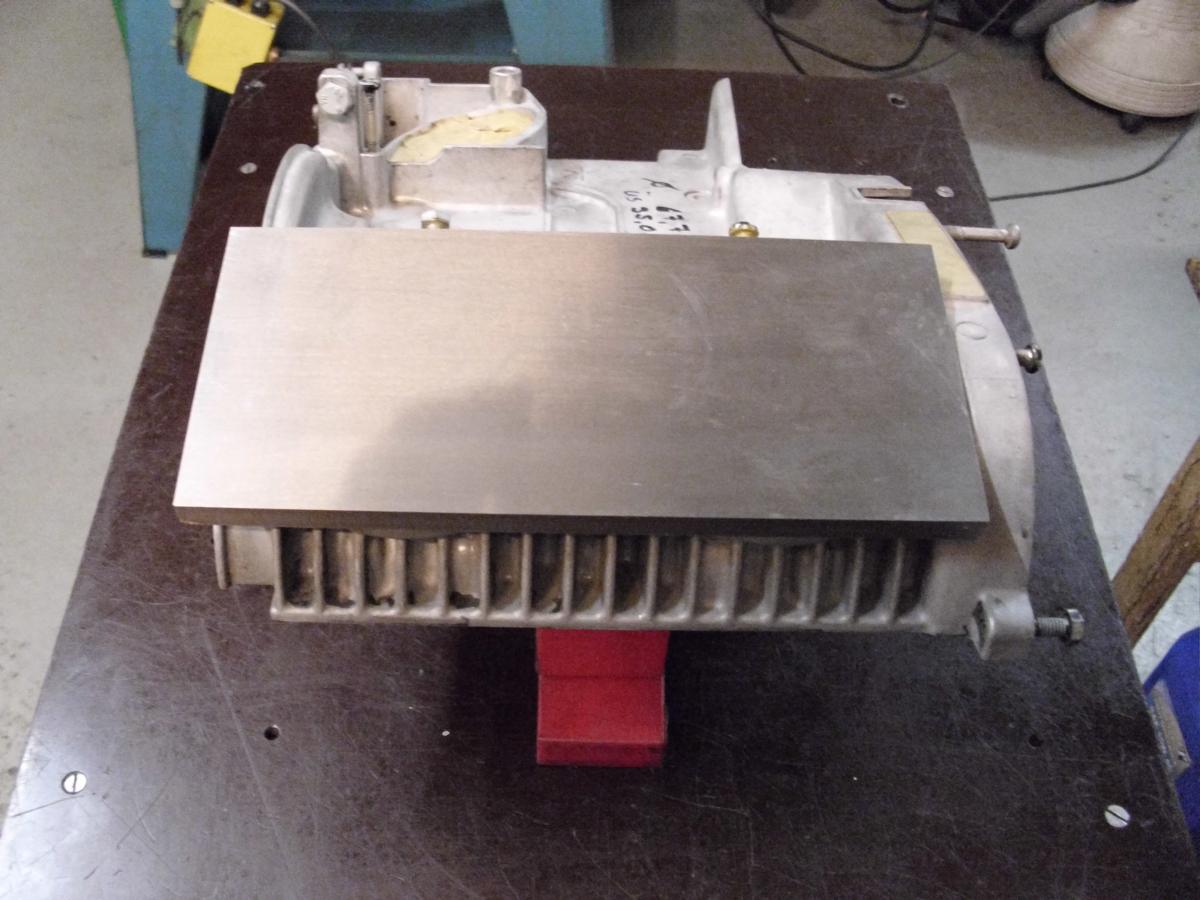
@CMK, hallo Martin, ich hab mal nur die wichtigsten Antworten auf deine Fragen, der Falc hat unten am Zylifuß, innen am Überströmer eine Breite von 82,2 mm außen am Fuß ist die Breite 100 mm wenn Du jetzt den Zyli in der Breite auf 94mm kappst, Du brachst ja ein bisschen Platz zum auszentrieren, dann bleibt dir eine Dichtflächenbreite pro Seite von 5,9mm, wenn Du dann die Zylis mit Passhülsen zentrierst, kannst auf 95mm Breite gehen, Dichtfläche dann 6,4mm, da hätte ich absolut kein Bauchweh! Hochfestes Alu für den Spacer ist aus dem Grund der gleichen Wärmeausdehnung sehr gut, ich bin beim PXler seiner GT Lösung auf Stahl gegangen, da ich das Gehäuse um 3,13 mm abgeplant habe, und dadurch das Gehäuse schon etwas geschwächt wurde. Hier versuche ich durch die Stahlplatte doch ein wenig Stabilität ins Gehäuseoberteil zu bekommen. Dann spricht noch ein ganz wichtiger Punkt für einen Stahlspacer, bei fest angezogenen Schrauben, setzt sich der Schraubenkopf nicht mehr, sei es durch Vibritationen, sei es, das sich der Stahlkopf der Schraube ganz einfach im Alu setzt. Dann will man mal den Spacer abschrauben, dann denk ich, Mensch, die Schrauben hatte ich doch wirklich angeknallt, jetzt sind die locker! Hab ich alles schon gehabt! Senkkopfschrauben aus dem Grund nicht, erstens ist der Schraubenkopf wesentlich größer wie bei der umgearbeiteten M8 auf M7 Schraube, hier arbeite ich mit Ø 11mm Kopf, das geht sich dermaßen knapp aus, da zählt jeder halbe mm! Zweitens, wenn eine Senkung für den Lochabstand nicht perfekt aufs zehntel genau auf der Fräsmaschine gebohrt und gesenkt wird, besteht die Gefahr das die Senkkopfschraube sich lockert, oder abreißt. Dann hab ich bei einer 10,13 mm dicken Stahlplatte, Kopfhöhe der Schraube 5mm, gesenkt wird 5,3mm tief, so viel restliche Wanddicke, da steht Senkkopf nicht mal zur Diskussion. Helmut PS: Die GT, hat einen Mittenabstand von 104 mm (prädistiniert, für heiße Vespa-Zylis ) -
Auf der suche nach einem passenden 2T Zylinder
powerracer antwortete auf CMK's Thema in Technik allgemein
Moin Jens, bei meiner Mach3 hab ich die Schnecke rausgeschmissen, hab da eine Platte am Gehäuse verschraubt und über Hebel den Druckstift betätigt, war eine Einfinger Kulu , so eine Schnecke baut unwahrscheinlich Reibung auf. Das gleiche System baute ich an unsere Langstrecken 1000er von Suzuki (runtergebüchste 1100er) Gruß -
Exzenterhubzapfen Sammeltopic technische Details
powerracer antwortete auf BerntStein's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@DLbastard, hallo, dein Einwand zur Verdrehsicherheit mit rauen Oberflächen wird seit geraumer Zeit praktiziert. Bei Falschtaktern zu 90%, hauptsächlich im 1 Zyli-Crossbereich, sind die Pleuelzapfen, in dem Bereich der in der Wange steckt, aufgeraut, sieht fast aus wie gestrahlt. Auch bei einigen Zweitaktern das gleiche Verfahren. Selbst wenn Du den Zapfen einschrumpfst, mit Flüssigstickstoff gar kein Problem, der fällt rein! Nun aber bei einer Reperatur, wenn der Zapfen ausgepresst wird, wirkt die raue Oberfläche wie Schmirgel, die Wangenbohrungen sehen unter aller Kanone aus! Beim revidieren kannst das Pressmaß fast vergessen, das ist so ausgelegt, "neue" kaufen, leider. Bei einer Oberfläche, von beiden Teilen, Zapfen als auch Wangenbohrung unter ra 2,5, hast Du den besttragendsten Flächenanteil beider Teile. Nach dem auspressen des Zapfens, musst Du dich in der Oberfläche spiegeln können! Wie hier schon angesprochen, nach erster Pressung, glätten sich die Spitzen der Oberflächenrauigkeiten, die Wange geht auch noch leicht auf, aber dann steht die Presspassung, "wenn das Maß stimmt"! Früher, bevor das lasern noch nicht aktuell, sowie noch nicht mit Übermaßzapfen gearbeitet wurde, hat man bei einer "ausgelutschten" Welle, um diese zu retten, mit Ventileinschleifpaste gearbeitet, beide Teile mit Paste bestrichen, dann verpresst, das war aber die entgültige Rettung der Welle, danach alles penibel gesäubert, die Kuwe war aber dann nach Pleuelschaden für die Tonne. Bei Studienzwecken, nach auspressen des Zapfens, hatte sich der Zapfen dermaßen gefressen, und es war nur mit extremen Druck möglich, den Zapfen auszupressen, Gruß -
Exzenterhubzapfen Sammeltopic technische Details
powerracer antwortete auf BerntStein's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Kontrolle der Wangenbohrung wäre immens wichtig, hatte da mal eine nagelneue KTM SX/85 Kuwe, beim auseinander pressen, merkte ich schon, eine Wange ist "weich", andere Wange "knallhart", ta tuts einen richtigen Schlag, wenn das Losbrechmoment überwunden ist. Wangen vermessen, die weiche Wange hatte 0,03mm Pressung, die harte 0,08mm! Fazit, die weiche Wange wurde geschweißt. Es gab bei KTM Fälle, da verdrehte es die Kuwe schon beim warmlaufen lassen. @IGCH, wenn Du WIG schweißt, trägst Du zu viel Wärme ein, da wird sogar der Zapfen auf der Innenseite blau. Mit dem Kugelschleifer, an drei Stellen eine Vertiefung von ca. 1,5mm einschleifen, dann mit dem MIG einfach in die Vertiefung einen Punkt setzen, das drei mal, hab damit nie Probleme gehabt, aber nur "eine" Wange mit MIG schweißen, nie beide Wangen wegen Strom-Masse-Fluss , das gilt auch fürs WIG schweißen! Bei einer ordentlich gebauten Welle, müssen die Press-Paarungen maßlich passen, nur die Aussage, wie sich beim auspressen der Kraftaufwand verhielt, da gehören zig Jahre Erfahrung dazu, trotz Jahrzehnte langer Erfahrung, vermisst der Fachmann beide Teile, Zapfen und Wange, die Aussage, wird ja sowieso gelasert, ist doch nicht "fachmännisch". Dann verhält sich eine jungfräuliche Wange, wo noch nie ein Zapfen gepresst war, total anders, wie wenn die Welle schon mal gepresst war, die Zapfenbohrung geht und bleibt ja "auf", da sind dann schon mal 1 bis 2 hunderstel mm locker drin, können auch mehr sein , wie ist der Zapfen zum einpressen vorbereitet, da kann und wird so viel verkehrt gemacht, z.B. die Übergangsradien vom Zapfen Ø zur Fase nicht poliert, nicht 100%ig rechtwinklig angesetzt usw. ich hatte schon Fälle, da warens 5 hunderstel, pr -
Auf der suche nach einem passenden 2T Zylinder
powerracer antwortete auf CMK's Thema in Technik allgemein
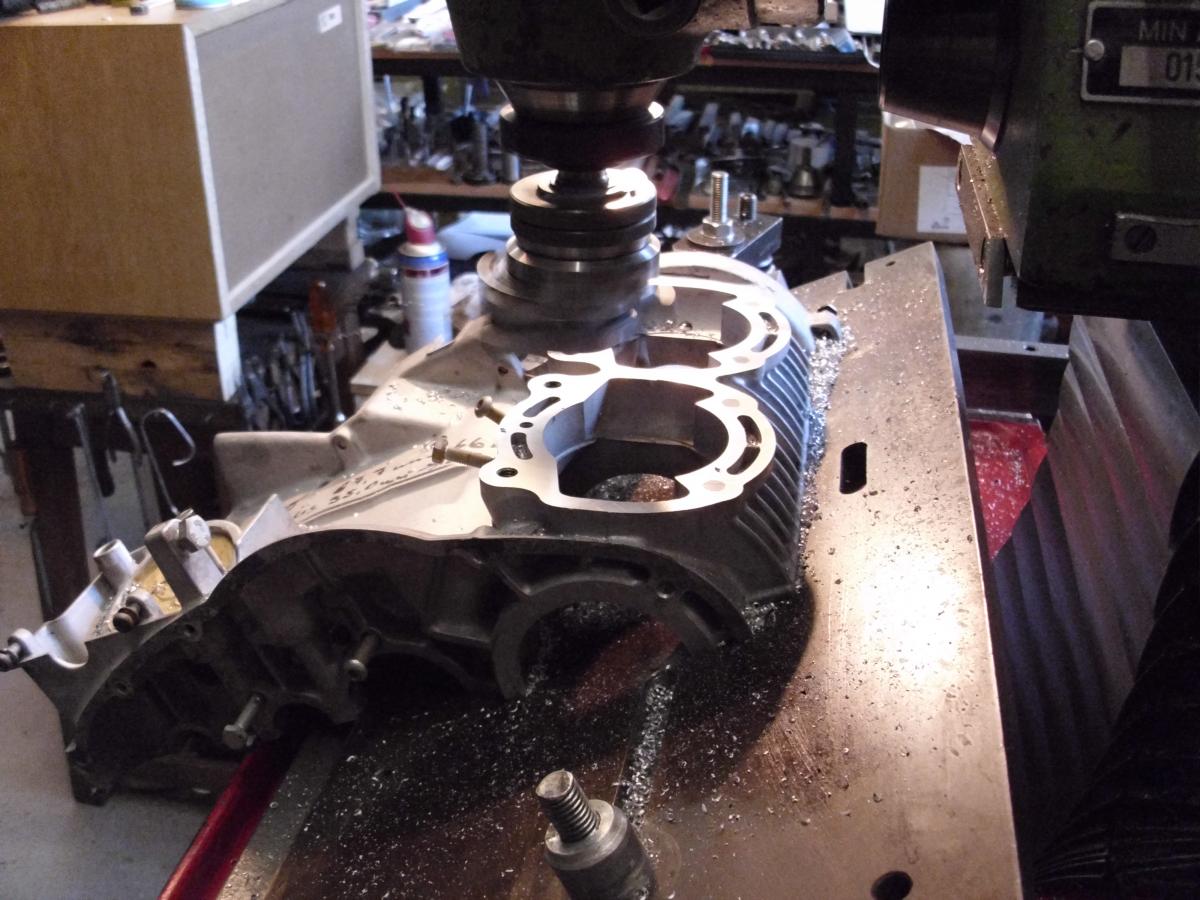
Moin Jens, bin schon voll am Umbau, wird, denke ich richtig geil (in Gedanken, hör ich das Mopped schon kreischen) @ CMK, von meiner Seite, kann ich dir volle Unterstützung versprechen, aber, so wie schon der PXler schreibt, es ist nicht einfach, unterschätze das ganze nicht. Du bist da ratz fatz ein paar tausender los, und das Ding läuft nicht. Du musst den fertigen Umbau im Kopf vor Augen haben, dann kannst loslegen, wenn dazwischen Probleme auftauchen, wirds happig. Bei dem GT-Umbau vom PXler haben wir halt 104 mm Mittenabstand, da gibt es z.B. bei Falc-Zylis (vielleicht auch DEA ) es gibt ja im Vespa Bereich die geilsten Sachen, da ist einiges einfacher! Obwohl, das schon eine heftige "Hausnummer" ist! Dem TimEy sein Vorschlag, mit Alu-Laser-Schweißen die Strömer dicht schweißen, wäre eine geniale Idee! Ich hab beim Falc innen, im bauchigsten Teil des Strömers ca. 96 -97mm gemessen, also brichst Du hier auf alle Fälle durch, ich würde aber nur eine runde Bohrung am Durchbruch spindeln, bist halbwegs eine vernünftige Wanddicke hast, Aludeckel einpassen, schweißen, fettig! Du brauchst innen nicht jeden Milimeter, halbwegs verputzen, reicht völlig aus, da sind deine KH Strömer Spielzeug dagegen. Die Dichtfläche unten am Fuß ist ausreichend. Es wurde hier schon die Leistung angesprochen, ich würde bei einem Falc-Umbau von ca. 85-88 PS ausgehen, bei einem DEA-Umbau, kommst Ü100! Gegen die thermischen Belastung, hauptsächlich des mittleren Zylis (wurde schon angesprochen) würde ich auf das RamAir-System von Suzuki, den die Susi GT 380 / 550 gehabt haben, umrüsten, Helmut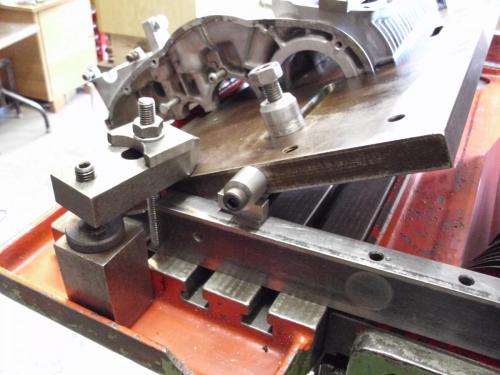






-
Auf der suche nach einem passenden 2T Zylinder
powerracer antwortete auf CMK's Thema in Technik allgemein
@CMK, wirklich geiles, feines Projekt hi, Du musst mal eine Fudi der SF auf dein Gehäuse legen, dann siehst Du, wo dein Lochbild der KH zum Lochbild der SF liegt. (so wie die Maße sind, liegen die halb übereinander) So wie ich das sehe, kannst Du je Zyli 4x neue M8er (im Notfall, bei Platzmangel, auch M7) im Gehäuse bohren. Die alten machst Du mit Alu-Gewindestangen zu) Dann wird eine 8-10mm dicke, (je nach Pleuellänge) auf die ganze Länge, durchgehende geschliffene Stahlplatte verschraubt. Hier kannst Du evtl. noch am Gehäuse, den ein oder anderen mm abfräsen! Der Stahlspacer verleiht dem Gehäuse eine wesentlich bessere Stabilität! Mit längeren Pleueln, musst Du bei diesem System auf alle Fälle arbeiten. Der Spacer wird mit Innensechskantschrauben, mit niedrigem Bund, DIN 6912 mit Stiftführung auf dem Gehäuse verschraubt. Der Spacer bekommt dann das Bohrbild mit M7er Gewinde deines SF Zylis. Die äußeren Zylis werden nur an der Innenseite, eines Teils ihrer Kühlrippen gekappt, am mittleren Zyli werden beidseitig die Rippen gestutzt. Ich hab hier am Falc-Zyli gemessen, dein 96er Mitten-Stichmaß, geht sich locker aus wenn ich so einen Umbau machen würde, mach potente Zylis drauf, dann lohnt sich das alles, durch enormen Fahrspass, mach doch mal ein Foto von vorne, und hinten, wo man die Wanddicken des Gehäuses sieht, wegen den neuen Gewinden. Übrigens hab ich noch ein Reststück, vom 10mm dicken (10,13mm) 1.1730 (C45) 120 breit 970mm Länge hier liegen, da musst immer 1000mm Platten nehmen, falls du da ein Stück brauchst, bitte per PM, hab da zur Zeit so ein ähnliches Objekt, in Arbeit, mehr dazu, möchte ich, oder darf ich nicht schreiben, falls vom Auftraggeber ein O.K. kommt, gerne gutes Gelingen Gruß Edit: Ich habe 8 Jahre eine Mach3 mit eigenen Wasser-Zylis gefahren, (im OMK-Pokal-Rundstrecke und Bergrennen) dann auch noch Kurzhubwelle, 350er TZ Zylis -
Exzenterhubzapfen Sammeltopic technische Details
powerracer antwortete auf BerntStein's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Material heut eingetroffen , nun kanns los gehen pr -
Christoph servus, in ein zwei Punkten kann ich dir recht geben, aber ein Argument, entweder hast Du eine Kommastelle vergessen, oder Du hast hier in diesem Punkt nicht recht, das betrifft die Umfangsgeschwindigkeit. Bei 1200 U/min der Getriebewelle, und der im Post "21" abgebildetem Innenring mit Siri, wo der Siri drauf läuft, sieht der Ø des Innenringes, maßstäblich zur Hand der Person die die Teile hält, nicht so groß aus, das hier bei Berechnung der Umfangsgeschwindigkeit, ein deutlich höherer Wert vorliegt, wie bei einer mit 12000 U/min rotierenden Kuwe. Dann darfst Du nicht vergessen, eine Getriebewellenlagerung, in einem "stabilen" GG- Gehäuse, einer Getriebewelle deutlich mehr Führungsstabilität verleiht, wie in einem "labbrigen" Alu-Gehäuse einer Vespa, der Kuwe verleiht. Warum schlagen denn sonst HL-Sitze aus? Dann läuft eine zwischen Spitzen oder spitzenlos geschliffene Getriebewelle im Rundlauf, auf +/- 2µ, was man bei einer "gebauten" Kuwe ja nicht grad behaupten kann. Letzter Punkt, bei Siris, die mit Anschlag im Gehäuse montiert werden können, besteht nie die Gefahr, einen Siri "schräg" im Sirisitz zu plazieren. (wenn der Monteur gut arbeitet) Bei schräg montiertem Siri, verbreitert sich deutlich die Laufbreite der Dichtlippe auf der Welle, außerdem überläuft so eine Dichtlippe laufend die Bearbeitungsriefen, schräg zur Dreh oder Schleifrichtung, Gruß
-
Wir dürfen hier Getriebewellen, die einer ganz anderen Belastung unterliegen, nicht mit Kurbelwellen vergleichen. Die Wechselbelastung wie sie im OT und UT auftritt, fehlt gänzlich im Getriebebau, wenn nicht hoch und runtergeschaltet wird, Eine Getriebewelle biegt sich bei weitem nicht so stark durch, wie eine Kuwe. Dann, je weiter der Siri von dem Lager wegsitzt, pumpt der Siri bei Kurbelwellenschlag und schlechtem Rundlauf. Hier reichen oft schon mehr wie 0,05mm Schlag. Bei dieser schraubförmigen Bewegung fangen die Dichtlippen des Radialdichtringes an, wie eine Membrane zu wirken. Undichtigkeit tritt erst im Lauf bei hohen Drehzahlen auf, Dichtheitsprüfung bei stehendem Motor, zeigt da keine Auffälligkeit. Zur Temperatur, auf der Kuluseite ziemlich nah am Kupplungskorb, wenn die Zwischenscheiben stahlgraue Anlassfarben zeigen, treten schon hohe Temperaturen auf, ich würde sagen, im Grenzbereich für die Siris. Wenn mehrere ungünstige Faktoren zusammentreffen, kann ein Sirileben sehr kurz sein, nur mal den Abrieb der Kulureibscheiben bei SF-Motoren als Beispiel, was hier Zusätze in den Reibscheiben sind, wirkt ja wie Schmiergel-Paste, oder Einschleifpaste, pr
-
Exzenterhubzapfen Sammeltopic technische Details
powerracer antwortete auf BerntStein's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@IGCH, servus Gert, sehr gut das Du noch ein paar Fragen in den Raum stellst, ich beantworte diese mal in deiner gestellten Reihenfolge, 1. Pressmaß muss (sollte) der Fachmann beim auspressen schon merken, ob die Welle "weich" ist, sprich sehr wenig Druck mit der Presse benötigt, falls hier Bedenken bestehen, Wangenbohrung vermessen, oder bei mir vermessen lassen, ich stell dann mit ü 20 Zapfen die passende Press-Kombination her (im Bereich der Wangen) Vermessen der Wangenbohrungen, kann aber nie ein Nachteil sein. 2. Zum Einpress-Prozedere, kann ich Tipps mitgeben (absolut rechtwinklige Position beim Ansetzen und pressen des Zapfens) 3. Falls jemand den Exzenterzapfen verschweißen möchte, sollte das bei Bestellung angegeben werden, dann kann ich den Zapfen mit einer größeren Fase versehen. Das verwendete Material ist sehr gut schweißbar! 4. Zur Montagefreundlichkeit, oft hilft hier im Exzenterbereich, schon eine Fase, die nicht bis zur Lauffläche der Nadeln reichen darf, an einer Seite angefast reicht. 5. Den Rest hast Du ja schon beantwortet Noch eine Anmerkung, der Ø auf dem das Pleuellager läuft, kann passend zu den "Problempleuel" (evtl. Maßabweichung des Pl.-Auges) geschliffen werden. Bei den zylindrischen Zapfen" besteht die gleiche Problematik, mit Ü-Maß im Wangenbereich, und Sonder Ø im Lagerbereich Helmut PS: Zu dem Härtevorgang, die Zapfen werden "konventionell" aufgekohlt. -
Exzenterhubzapfen Sammeltopic technische Details
powerracer antwortete auf BerntStein's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Material ist bestellt, Mat.-Bezeichnung ZF1A (ähnlich 1.6587 18CrNiMo7-6) wurde nach ZF Vorgaben nochmals verfeinert und verbessert Mat. ist 100% ultraschall geprüft, "ohne Befund" pr Abnahmeprüfzeugnis-18CrNiMo7-6-Exzenterzapfen.PDF Abnahmeprüfzeugnis-18CrNiMo7-6-Exzenterzapfen.PDF- 40 Antworten
-
- 1
-

-
- Exzenter
- 125 Grenze
- (und 1 weiterer)
-
Alternative zum DRT Exzenter für 62 Hub?
powerracer antwortete auf Zapper's Thema in Technik allgemein
Servus Michael, möchte morgen das Material bestellen, Ø 25 mm ist angedacht, um für 22er Hubzapfen mit 2mm Mehrhub auch gerüstet zu sein, ich denke, ziemlich zeitnah, bei Bedarf auch für Quattrini Abmessungen zu liefern. Die Fasen, an den Zapfenplanflächen, wichtig beim Einpressen, mit poliertem Übergang zum zylindrischen Teil, sind einpressfertig. Die Übergangsradien vom Wangenteil, zum Exzenterteil wegen Kerbwirkung hochglanzpoliert, dann den Ø fertig geschliffen (ca. 0,01 Aufmaß) Die Radien in dem Bereich, wo die Anlaufscheiben sitzen, werden so gestaltet, das die Scheiben perfekt anliegen. Hier ist bei Bestellung ganz wichtig, wenn jemand 0,5mm Scheiben verbaut, muss ich das am Radius berücksichtigen, hier muss ein etwas kleinerer Radius angeschliffen werden! Hier gab (gibt) es ja bei den DRT Zapfen in letzter Zeit extreme Probleme. Der Preis der längeren Zapfen, bedingt durch höhere Materialkosten, mehr Länge zum schleifen, höheres Teilewicht beim härten usw. wird sich bei € 145,- belaufen (€ 10,- Aufschlag gegenüber SF Ausführung) Gruß Helmut -
Exzenterhubzapfen Sammeltopic technische Details
powerracer antwortete auf BerntStein's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@Bernt, nach langer Überlegung, deine Sichtweise mit einbringend, werd ich bei einem "bewährten" Werkstoff , dem 1.6587 18CrNiMo7-6 bleiben, da muss ich dir voll zustimmen! Mit diesem Stahl, sowie konventionellem aufkohlen, mit einsatzhärten, womit auch jede halbwegs prozesssichere Härterei klarkommt, bin ich auf der sicheren Seite, Gruß -
Exzenterhubzapfen Sammeltopic technische Details
powerracer antwortete auf BerntStein's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@IGCH, hast eigentlich recht, dann schwäch ich mit dem Zentrum auf der anderen Seite, schon meinen Querschnitt nicht. Dieses Zentrum brauch ich ja bei der "überlangen Lösung" ja auch nicht, da der 20er nicht Hubversetzte Ø am dem überlangen Stück gespannt wird, sowohl zum vordrehen und fertigschleifen. @Bernt, ich drehe auch bei den 0,2mm Exzenterzapfen, den Hubversatz, vor dem einsetzen mit Aufmaß vor, ich darf ja die harte Oberfläche nicht wieder wegschleifen, das Material beziehe ich als Ø 22 (für die 0,2mm Hubversatz-Zapfen) und als Ø 38 für die 2mm Hubversatz von der Fa. EZM Edelstahlzieherei Mark GmbH in 58300 Wetter/Wengen andere Abmessungen sind sehr schwer zu bekommen! (Ø 25 hättte gereicht für die 2mm hubversetzten Zapfen ) Einsatzhärtetiefe wird mit 0,4-0,5mm vorgegeben, (angestrebte Härte hab ich ja schon genannt) ich muss mich noch beraten lassen, ob ich die Zapfen "Plasma-Nitrieren" lasse, da hab ich mit diesem sehr "neuen" Material einfach zu wenig Erfahrung. Im Fachbeitrag-Industrieverband Massivumformung e.V. vom Sept. 2014 alles über diesen 20MnCrMo7 nachlesen, einfach unter 20MnCrMo7 googeln Gruß