powerracer
-
Gesamte Inhalte
4.122 -
Benutzer seit
-
Letzter Besuch
-
Tagessiege
12
Inhaltstyp
Profile
Forum
Kalender
Shop
Articles
Community Map
Alle Inhalte von powerracer
-

wiederaufbereiten von angeriebenen geklemmten zylindern (guss/nicasil)
powerracer antwortete auf Motorhead's Thema in Technik allgemein
Würde noch anfügen, erstmal, super Topic mit der Flexhonbürste zum Finisch, egal ob Alu oder GG Zyli, kurz durchfahren, schadet nie pr -
Zylinder strahlen: Außen ok...aber Innen?
powerracer antwortete auf watchIT's Thema in Technik allgemein
Die Grundsatzfrage von wacthIT war ja, ob er auch die Kanäle, Strömer strahlen könnte. Von der Laufbahn war keine Rede, da ja auch der Zyli noch gehont werden sollte, muss er nicht mal besonders abdecken. Strahlgut gibt es zu tausend verschiedene, @watchIT, lass dich mal bei einem Strahlbetrieb beraten, wenn Du selbst strahlen willst, nimm doch ein paar Kilo mit! OT Zu den Zylilaufflächen bei den großen Automotoren, (bei den kleineren kommt das auch noch) hier werden eutektische AL-Si Legierungen eingesetzt, ab >12% Si Gehalt sind solche Verfahren möglich, die Zylibohrung wird auf Maß gehont, dann wird die Lauffläche mit Säurepaste behandelt, hier ätzt es das Alu weg, die Siliziumpartikel werden frei gesetzt, sind leicht erhaben, die Ringe laufen nur auf den Siliziumpartikeln. (mal bei KS- googeln) In den leichten Vertiefungen hält sich das Öl, vom Kreuzschliff des honens ist eigentlich nichts mehr vorhanden. Hier müssenen "beschichtete" Kolben gefahren werden, mit Laser aufrauhen, strahlen der Lauffläche usw. ist alles abwegig, zum honen bei 0,5mm Übermaß, wenn die Bohrung recht unrund ausgewaschen ist, ist bis auf 0,09 bis 0,1 mm vorbohren fachgerecht, der Rest ist in ein paar Minuten rausgehont. 0,5mm honen, dauert ca. 30 Minuten (aufspannen aufs Bohrwerk, ausrichten u. bohren, geschieht allerdings auch nicht in 10 Minuten) bei vorgebohrter Grundbohrung ist das Endergebnis nach dem honen, in der Rundheit perfekt. Bei unrunden Zylis, nur mit honen, eine "runde" Bohrung zu fertigen, ist schon ein Kunststück! (wird nie ganz perfekt) Hier wägt der Instandsetzer ab, was für Ihn lukrativer ist, aber bei außer Mitte bohren, würde ich gerne ein paar Euro mehr in die Hand nehmen, und das so zwingend vorgeben! pr -
Oberflächenoptimierung mittels CNC - Golfballoberfläche
powerracer antwortete auf doncamillo's Thema in Technik allgemein
@doncamillo, hi, das ist bezahlbar, NG hat ja eine Shop-Liste in Ihrer HP, die rufen da für die Köpfe des 6 Zylinders 996 / 997 von Porsche für das reine Golfballbearbeiten € 450,- auf das wäre pro Kopf € 75,- ich denke mit Rüst u. Programmierzeit bist Du da mit 250,- bis 300,- dabei, frag mich nur, warum machst den Proto nicht auf einer konventionellen Fräse, das Dimples "Fräsbild" sieht recht einfach aus, jeweils zwischen eine Reihe ringsum, ist um eine Reihe tiefer genau mittig, der nächste Teilkreis Dimples versetzt. Mit einem Kugelfräser mit langem Schaft, wie schon Revolverheld angesprochen hat, auf dem Teilapparat, ist doch ein Klacks, denke in 2 Stunden ist das Kunstwerk fertig. Wie tief Du die Dimples reinfräsen musst, an einem Rohrstück versuchen und erstmal optisch nach den Bildern vergleichen, der Rest, ob andere Frästiefen nötig sind, wird dich ein halbes Dutzend Gaser, sowie etliche Prüfstandläufe kosten, Du musst das aber abwägen, ob dir das alles wert ist, Gruß -
Oberflächenoptimierung mittels CNC - Golfballoberfläche
powerracer antwortete auf doncamillo's Thema in Technik allgemein
@Brosi, hallo, hab ja weiter vorn geschrieben, das ich ja eigentlich froh war, das dieses Thema geruht hat, sollte aber jedem dann überlassen sein, sich nochmals dazu zu äußern, vor allem sich äußern zu dürfen! Deine Meinung, das sich im Bereich der Grenzschicht, keine Erhöhung der Strömungsgeschwindigkeit ergibt, ist so nicht ganz richtig und zu pauschal abgetan. Hast Du, wenn Du solche Behauptungen in den Raum stellst, jemals in diese Richtung, einen einzigen Versuchsansatz getätigt? Hast Du Versuche unternommen, wo das Prinzip der Haihaut Vorteile bringen könnte? Bei optischen Versuchen an offenen Vergasern, mit der Blitze, sieht man mit bloßem Auge, das keinerlei große Kraftstofftropfen an der Trichterwand stehen bleiben. Dieses Kraftstoffgemisch wird mit wahnsinnig hoher Geschwindigkeit Richtung Membrane mitgerissen, absolut keine Tropfenbildung an der Trichterwandung, die teilweise sogar, wie in Zeitlupe gegen den Gasstrom rückwärts fließt. Im Auslasskanal z.B. bei polierter Oberfläche, selbst bei magerster Einstellung, im nasse Oberfläche, bei gepunzter Oberfläche, staubtrocken! Der nächste noch sichtbare Hinweis, sogar ohne Blitze sichtbar, die Abnahme des teilweise bis 4 bis 5 Meter Spraysäule nach hinten raus, sich auf ca. 100 mm verkürzt, ich will und möchte keinem aufschwätzen, er soll sich um andere Kanaloberflächen Gedanken machen, geschweige solche Arbeiten auszuführen, das sollte doch jedem überlassen sein, Gruß -
Oberflächenoptimierung mittels CNC - Golfballoberfläche
powerracer antwortete auf doncamillo's Thema in Technik allgemein
@doncamillo, hi, schau mal in die Homepage von NG-Motorsport rein, (unter News) NG hat unterschiedlich bearbeitete Zylinderköpfe abgebildet. Hier sind teils die kompletten Kanäle gedimpelt, auch sind Bilder drin, da sind die Dimpels viel deutlicher sichtbar. Zur Fließbank kann ich nur anmerken, es ist nicht gesagt, wo mehr durchfließt, das auch hier das Gemisch besser aufgerissen und aufbereitet ist und wird. Ich kann dir auf Anhieb ein halbes Dutzend Fließbänke nennen, die stehen nutzlos in der Ecke. Der Unterschied von Dimpeln zur gepunzten Oberfläche, besteht darin, die Dimpel sind nur vertieft, während die gepunzte Oberfläche auch Materialerhebungen und diese teils messerscharfe Konturen aufweisen. Habe mal eine stark vergrößerte Aufnahme von der Haut eines Hammerhai eingestellt, die mir freundlicherweise der Polinizei zur Verfügung stellte, da ich erst seit ca. 3 1/2 Jahren versuche, diese Oberfläche ins Alu einzuarbeiten, immer wieder versuche diese zu ändern, zu verbessern, am Prüfstand und Fahrversuchen diese Verbesserungen zu untermauern, es ist auf alle Fälle noch ein weiter Weg, aber bis jetzt hat sich laut Kundenzufriedenheit, alles gelohnt Gruß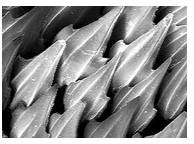
-
Oberflächenoptimierung mittels CNC - Golfballoberfläche
powerracer antwortete auf doncamillo's Thema in Technik allgemein
Hätte eigentlich nichts dagegen gehabt, wenn das Thema "punzen", für mehrere Jahre in der Versenkung verschwunden wäre. Die Möglichkeit, und deren Nutzen, um bestimmte Oberflächen strömungsgünstiger zu gestalten, wird in jüngster Zeit in der Forschung mit riesem Nachdruck nachgegangen und erforscht, da im Hinblick auf Treibstoffersparnis, durch strömungsgünstige Rumpfoberflächen, sei es im Schiffbau, als auch in der Luftfahrtindustrie, ein riesen Nachholbedarf besteht. Am Fraunhoferinstitut in Bremen sind jetzt Windradflügel im Einsatz, die durch eine spezielle Lackierung, einer Haihaut, sogenannte Riblet sehr ähnlich ist. Hier wird der Lack unter UV-Licht ausgehärtet. Fakt ist, ein 5% ig, höherer Stromertrag durch bessere Windausbeute, eine Verbesserung der Gleitzahl von ca. 30%! Alles nachzulesen unter Windradflügel mit Ribletlack wie das Gemisch verschiedenstlich benannt wird, man sollte dann schon von "Fluid" sprechen, wie es in der Physik fest verankert ist, dank den tollen Aufnahmen im Video, von dieser "Golfballoberfläche", ich werds mal testen, mal schauen was der "Schenk" dazu sagt, für mich zumindestens, gibt es jede Woche neue Erkenntnisse am Prüfstand, Stillstand, ist Rückschritt, pr PS: Übrigens ist mir zu Ohren (und zu Augen) gekommen, das sehr viele "Tuner" weg sind, vom "polieren"! -
@inna halle, freut mich das es bei dir wieder weiter geht, hau rein pr
-
GSFWA: Werkstattpresse hydraulisch - welche?
powerracer antwortete auf JOB's Thema in Technik allgemein
Habe mir eine gebrauchte 20 t Presse mit Handpumpe gekauft, wenn ich mir eine neue holen würde, unbedingt mit Fußbedienung, da hast Du z.B. beim Kuwe pressen beide Hände frei, pr -
SF Kurbelwelle
powerracer antwortete auf KingOfBurnout's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Im Hinblick auf modernste 125er Kart-Motore, die mittlerweile bei 30er Wellenstümpfen angelangt sind, wohl auch, da hier die Fliehkraft-Kulu und das Ritzel sitzt, das Kettenpeitschen darf nicht unterschätzt werden, würde ich vom Bauchgefühl bei einer SF, auf einen 25er Wellenstumpf gehen. Lager u. Siri sind ja kein Problem, evtl. den Sirisitz stufen. 42CrMo4 nicht vorvergütet, um das zerspanen zu erleichtern, dann wie schon hier geschrieben, nach dem vordrehen vergüten. Den Radius zur Wange bisschen kleiner, als den max. Radius der Lager fertigen, wegen Kerbwirkung den Wellenstumpf, samt Radius schleifen, den Radius dann noch polieren. Pleuelzafenbohrung induktionshärten u. schleifen. In der Vergangenheit, haben sich doch 25er Wellenstümpfe als sehr gute und zuverlässige Lösung bei den SF bewährt, auch bringt einem das Bauchgefühl oft mehr, wie die ganzen Berechnungen, wer hat schon solche Möglichkeiten wie BerntStein. Wenn ich wieder eine Welle bauen würde, würde ich so vorgehen, denn vorvergütetes Material bearbeiten, hat schon was, pr -
SF Kurbelwelle
powerracer antwortete auf KingOfBurnout's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@wheelspin, hi, hab da eine Wangenbreite von 18 mm, bei Ø 22,00 mm Pleuelzapfen (hab ja das Gehäuse mit 16mm gespacert) 110er Pleuel von einer YamahaTZ 250 @BerntStein (sorry für den Schreibfehler in deinem Namen), Fa. Belzer macht auch Kleinstmengen, berechnet halt € 25,- Rüstkosten habe für vier Wangen, inkl. Versand € 95,- (inkl.) gelöhnt, die anderen Preise sind ohne Steuer für eine Wange, ohne Rüstkosten € 12,- Gruß -
SF Kurbelwelle
powerracer antwortete auf KingOfBurnout's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@BernStein, ich hab meine VWW aus 42CrMo4QT gefertigt, das Material bezog ich von der Fa. Günther+Schramm das QT steht für vorvergütet, jeder Stahlhändler hat dafür seine eigene Bezeichnung, Zugfestigkeit 1000-1200 N/mm2 die Pleuelzapfenbohrung mit 0,4mm Untermaß gefertigt, bei der Fa. Belzer in Solingen, die Bohrungen auf 58 bis 60 HRC Induktionshärten lassen, dann die Bohrungen auf 0,07 mm Untermaß geschliffen. Das Material ist dermaßen wiederstandsfähig, das beim richten mit dem 1000g Kupferhammer, nicht die kleinste Macke sichtbar war. Habe die Wellenstümpfe auf Ø 22 gefertigt, Gruß -
SF Kurbelwelle
powerracer antwortete auf KingOfBurnout's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Hi Tim, guck mal in "Peters-Bearing.de" Rillenkugellager 22 x 47 x 14 hat der lieferbar, ist ein toller Schuppen, Gruß Helmut PS: Wenn da aber eine neue Welle angefertigt wird, wärs schon sinnvoller, auf Ø 22mm der Hauptlagerzapfen zu gehen, meine Meinung, klar -
Drehzahlen bei Graugusszylinder
powerracer antwortete auf egig's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Servus Erich, hab erst vor kurzem einen Stahl-gebüchsten CR Zyli von PowerSeal bekommen, (auf 58er Bohrung gebüchst) perfekte Beschichtung. Vor zig Jahren, als die Alu Zyli, noch nicht so verbreitet waren, schon im Renneinsatz getestet, einfach perfekt. Einziger Wermutstropfen, kostet deutlich mehr, wie in Alu Ausführung, Gruß Helmut -
Prüfstandgaudi bei GP one 24.1.2015
powerracer antwortete auf awmog4's Thema in Runs, Niter, Ausfahrten etc.
Von meiner Seite aus, an alle Preisträger meine Glückwünsche, aber auch an die anderen Teilnehmer, die es nicht aufs Treppchen geschafft haben, denn wie heißt es, "ohne das Salz in der Suppe" wäre so ein Event ja nicht möglich. Es ging ja teils, ganz knapp zu! Ich kann mich gar nicht satt sehen, an den Kurven, Eurer Motoren. Ich staune ja, über die teils super ausgeglichenen Kurven, zu den Spitzenleistungen, sag ich nur wow. Auch ein Kompliment an GP One, die es immer wieder schaffen, so ein Event auf die Füße zu stellen, vor allem, wenn für einen sozialen Zweck gespendet wird macht weiter so Jungs, pr -
49cc Sprintmotor 5 Gang
powerracer antwortete auf lukulus's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Servus Luk, neuen Kopf schon ausgelitert? Gruß Helmut -
49cc Sprintmotor 5 Gang
powerracer antwortete auf lukulus's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Servus Luk, also, wenn die 2,6ml stimmen, dann kannst Du "Diesel" fahren! Bei Annäherungsformel (40,2 x 40,2 x 0,785 x 39) für den Hubraum, mit 49,48 ccm hast Du dann 20,03 : 1 verdichtet, das ist eindeutig viel zu hoch Gruß Helmut (der Tim war mal wieder schneller) -
GS Kolben der Firma Meteor
powerracer antwortete auf Fly High's Thema in Vespa Rally, Sprint, VNA, VNB, VBB, V125, etc.
@matzmann, hi, weiß nicht, warum Mercedes Benz hier so wirbt? Die Geschichte vergisst nichts! Wenn unter "Elsbett-Rapsölmotor" recherchiert wird, kann jedermann im Netz einen Vortrag vom 10.11.2003 von Günter Elsbett nachlesen. Vom Firmengründer, dem Seniorchef kreiert, liefen zu tausenden, kplt. in Eigenregie gebauten 3 Zyl.-Reihenmotoren, als Elsbett-Rapsölmotor, ohne Wasserkühlung, nur mit einem Ölkühler, mit zweiteiligen "Stahlkolben" problemlos. Zu der damaligen Zeit, in Verbrauchs u. Emmissionswerten, weit der üblichen Technik voraus, das war vor mehr als 12 Jahren! Die ersten zweiteiligen "Stahlkolben", liefen nochmals ca. 15 bis 20 Jahre früher! Ich selbst war mit meinem späteren Chef bei Elsbett vor Ort, als das Unternehmen des Firmengründers versteigert wurde, es wurden zwei Kurbelwellen-Schleifmaschinen, sowie sonst. Maschinen gesteigert, dabei hielt ich selbst solche Kolben kplt., aber auch als Einzelteile dieser Kolben in der Hand. Glaub mir, mir blutete als Vollblut-Motorenmann das Herz, Gruß -
49cc Sprintmotor 5 Gang
powerracer antwortete auf lukulus's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Servus Luk, so wie Du es jetzt gegentesten willst, ist das einzig aufschlussreichste! Wenn der Kolbenbodenradius nicht ganz perfekt mit einer Messmaschine vermessen wurde, sondern "nur" mit einer Schablone, dann noch die Quetschkante evtl. mit nicht ganz perfekter Messmethode in die Berechnung einfließt, addieren sich zu viele ungenaue Messfaktoren. (Diff. Lötzinn, zu Messuhr 0,2 bis 0,3 mm!) Dichtfläche Kerze waagerecht ausrichten, Kerzengewinde fettfrei, Feuersteg mit Fett abdichten, Dichtfläche der Kerze ganz leicht einfetten, (wegen Kapillarwirkung) Kolben auf OT fixieren, bis Kerzengewinde-Oberkante mit Auslitermedium befüllen. Die Flüssigkeit darf selbst nach mehreren Minuten nicht absinken, sonst muss das ganze wiederholt werden Dann zieh ich bei Langgewinde 1,95 ml ab, (für Unterkante) das fließt dann zur Berechnung ein. (je nach Kerzentyp, +/- 0,1ml) @BerntStein, bis zum 2. oder 3. Gewindegang ist zu ungenau. Außer Du fettest von der Brennraumseite gesehen, ab dem 2. bis 3. Gewindegang aufwärts, ein. Da die Flüssigkeit durch die Kapillarwirkung, sofort die "fettfreien" Gewindegänge hoch kriecht. Beim befüllen bis Oberkante, kannst Du tropfenweise genau eben befüllen, 1 bis zwei Tropfen zu viel, ist dann schon ballig, zwei bis drei Tropfen sind ca. 0,1ml Gruß Helmut PS: Ich drück dir weiter die Daumen -
49cc Sprintmotor 5 Gang
powerracer antwortete auf lukulus's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@Classikracer, sorry OT knapp 16 Pferde, ist auch eine super Leistung , weiter so dann geb ich eben das Kompliment an Simon, von SW 2 Takt Simson Tuning weiter, ist schon eine beachtliche Hammerleistung für einen AC 50er Motor Gruß -
49cc Sprintmotor 5 Gang
powerracer antwortete auf lukulus's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@Classikracer, servus, hab halt genau mitgelesen, wo Spülkurzschluss, das Thema war, solche PS- Zahlen prägen sich halt ein, in meinem etwas reiferen Tunerkopf, Hut ab, ich weiß was es heißt, über die magischen 15 Pferde zu kommen, bei den Luftzylis mit 50ccm, mach ja auch mit den Kreidler Motoren sehr viel, aber alles in LC, sonst AC für Mofa-Cross. ich wünsch dir weiterhin so eine glückliche Hand, bei der Leistungssuche, ist vielleicht zu vermessen, zu bitten, mir eine Kurve per PN zu schicken???? (ist ein bisschen unscharf, auf dem Video) Würde mich freuen, Gruß Helmut -
49cc Sprintmotor 5 Gang
powerracer antwortete auf lukulus's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Wär doch mal ein Denkanstoß, eine 50er Klasse in der DBM-QM zu machen, da würd ich doch glatt auch eine 50er SF aufbauen, irgendwie juckts mich in den Fingern, wenn ich dem Luk sein geiles Projekt betrachte, Gruß ans DBM Komitee pr -
49cc Sprintmotor 5 Gang
powerracer antwortete auf lukulus's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Servus Luk, fehlt ja nicht mehr viel zu dem Simson-Zyli, vom King seinem Bekannten, mit 18 Pferden, weiter so, da geht noch was Gruß Helmut -
49cc Sprintmotor 5 Gang
powerracer antwortete auf lukulus's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Servus Luk, die Anschlüsse in den Gängen, hören sich ja schon mal ganz super an, das 5. Gang ist da schon Klasse! Wünsch dir weiterhin viel Erfolg bei deinem "geilen" Projekt, dir auch gesegnete Weihnachtszeit, natürlich auch allen anderen Usern Helmut -
Quattrini 200 cc smallframe
powerracer antwortete auf mauropapa's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Eins darf nicht verallgemeinert werden, die Beschichtungen sind in ihrer Härte, Sprödigkeit usw. "nicht" alle gleich!! Bei der Vielfalt von verschiedensten Beschichtungsmaterialien, kann es vorkommen, das einem Beschichtungen beim überdrehen "butterweich" vorkommen, dann hat es Beschichtungen, da gehst du nur leicht mit einem Span drüber, schon bricht die Beschichtung an mehreren Stellen aus. (selbst wenn man alles richtig gemacht hat) Nur ist es so, wenn die Beschichtung abgeplatzt ist, dann ist guter Rat teuer. Ich dachte, das sei ein Forum, wo sich jeder mit seinen, seien es negative oder positiven Erfahrungen einbringen kann und darf. Wenn ein Arbeitsverfahren, grad wie Nicasil überdrehen, nicht jeden Tag praktiziert wird, ist man doch über jeden Tipp, bei dem mehr Sicherheit besteht, das so was wie beim Megatron nicht passiert, keiner Diskussion bedürftig, das muss dann jeder für sich selbst entscheiden, greif ich einen guten Rat auf, mach mir Gedanken, dann handle ich, oder lass es bleiben. Das muss dann nicht mit über € 200,- Lehrgeld für eine Neubeschichtung enden. Hier beim Megatron ist diese fällig, da im Bereich des Feuerstegs, dermaßen stark Verbrennungsgase reinblasen, die Beschichtung wird angehoben, diese dann weiter abplatzt. Außerdem ist in diesem Bereich, wo der Ring umdreht, die größte Druckbelastung auf der Laufbahn. Ich hätte da bei jedem Meter, den ich mit so einem Motor fahre, immer dieses Manko im Hinterkopf, aber das muss im Endeffekt Megatron für sich entscheiden. Aber nicht von Anfang an alles, sehr viel, negativ runter schreiben, was andere User im Forum einbringen, @amazombi, es gibt auch andere User, die das Geschäft schon, sehr, sehr lange betreiben ach übrigens, ich überdrehe mein "vorgeschliffenes" Nicasil, mit 260 U/min (mit stinknormalen Hartmetall-Plättchen) pr -
Quattrini 200 cc smallframe
powerracer antwortete auf mauropapa's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
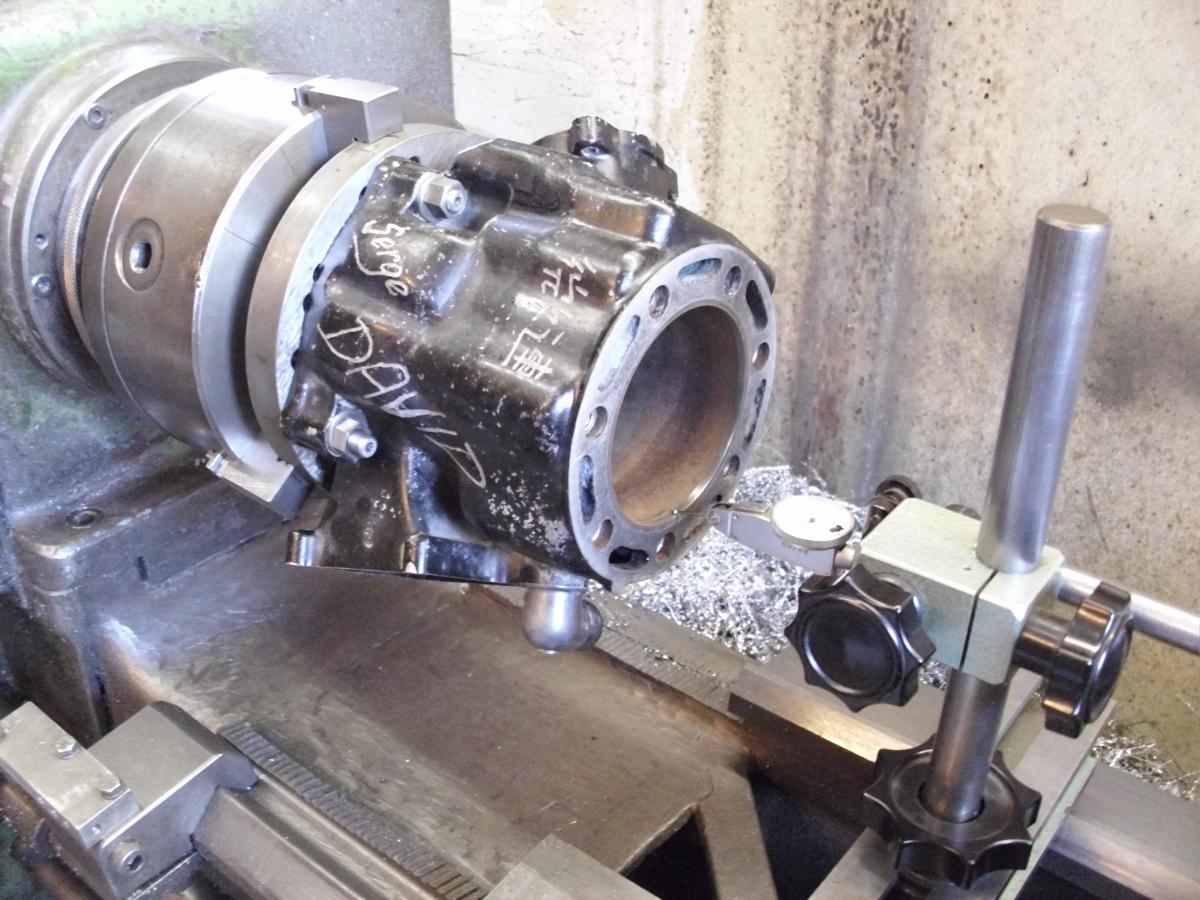
Servus Michael, ich hab auch gelernt, immer wenn es machbar ist, das günstigere Bauteil abzuändern, das ist in dem Fall schon der Kopf. An die "Dreher", zu der Geschichte mit den Diamant-Schneidplatten, wenn mit diesen Platten bei NE- Metallen eine Schnittgeschwindigkeit von 6000 m/min empfohlen wird, möchte ich das an meiner sehr stabilen Kern-Drehmaschine nicht gerne testen. Erstens macht diese Drehzahl meine Maschine gar nicht, zweitens würde ich so einen gespannten Zyli, wuchttechnisch gar nicht so ruhig laufen lassen können! Hab mal einen Schrottzyli versuchsweise aufgespannt und den mal mit meiner max. Maschinendrehzahl von 1500 U/min kurz laufen lassen, Leute, ich brauch nie mehr so einen Adrenalinschub. so wie ich die Zylis spanne, perfekt für absolute winklige Flucht zur Bohrung und Planfläche, auf solchen Spannplatten bohre ich auch die Zylis für Stahl oder Alu-Buchsen, also nix "russisch"! @ösirally, deine Handhabung, wie Du das machst, vom feinsten Gruß an den Bodensee Helmut Auf dem Bild ein Honda CR 500 Zyli, hier setze ich eine Alubüchse aus Mahle 124 ein, zum beschichten