powerracer
-
Gesamte Inhalte
4.124 -
Benutzer seit
-
Letzter Besuch
-
Tagessiege
12
Inhaltstyp
Profile
Forum
Kalender
Shop
Articles
Community Map
Alle Inhalte von powerracer
-

Rotax 122/123 Adapterplatte auf SF Block
powerracer antwortete auf smallframejunk's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
So außergewöhnlich ist das Porto von I - D nicht. Da die Italienische Post nicht grad zuverlässig arbeitet, ist der sicherste und auch der schnellste Weg über DHL Express Easy! Und hier kosten eben 1000g in Zone I (EU) € 59,90 500g wird inkl. Karton vom Gewicht nicht hinkommen, würde aber auch stolze € 47,90 kosten. THR geht da nur auf Nummer sicher pr PS: Mein zukünftiger Nachbar aus Südtirol lässt alle Sendungen von sich zu mir schicken, bei Urlaub und Besuchen in seiner zukünftigen Heimat, nimmt er das dann mit. -
@sähköhallo, eine Skizze sagt mehr wie tausend Worte! Ich denke Du kannst "ohne" Bauchweh an den beiden Stellen je 0,75mm Material abdrehen. Auf dem einen Bild, wo Du mit dem Messschieber 1mm eingestellt hast, (am Kulukorb) sieht man, das im Radiusbereich des Korbes eine ordentliche Wanddicke vorhanden ist. Wenn Du eine alte NW zur Verfügung hast, drehst dir eine Dummybuchse, um NW und Primärkorb zentrieren zu können. Wenn Du vor dem abdrehen das Paket in der Gesamthöhe misst, kannst Du nachvollziehen wo und wieviel und in welchem Bereich abdrehen musst. Hier sehr geizig mit der Materialabnahme sein, mit Knetgummi oder FIMO kannst immer noch den Zwischenraum "ausblocken". Es würde sich auch Lötzinn, mit Fett fixiert anbieten, dann halt beide Bautele mit einer Schraube zusammenziehen, Gruß Edit: Den Trick mit Edding an den vermutlichen Druckstellen, bei zentriertem Innenkorb und Drehbewegung, siehst Du super wo schon mal Material weg muss.
-
Die Dicke der Grundplatte hast ja mit 3mm rausgemessen. Hier würde ich auf 2,5mm Dicke abdrehen. Das Axialspiel der NW könnte geringer sein, aber mit 0,15mm grad noch zu akzeptieren. (wenn der Motor mal wieder auf ist, hier ne 0,1er Scheibe unterlegen) Um an den evtl. neuraligen Stellen den Abstand zwischen Innenkorb und Kulukorb zu ermitteln, leg ich an zwei gegenüberliegenden Stellen weichgeknetetes "FIMO" aus dem Bastelbedarf bei. Dieses FIMO ist deutlich zäher wie Knetgummi, kostet so um die € 10,- Dann kannst genau an der nötigen Stelle was abdrehen, wo dein FIMO am stärksten gequetscht ist, Gruß
-
@sähköhallo, wenn mich im gezoomten Bild nicht alles täuscht, schleifen an dem Kulukorb ein paar Köpfe der Inbus- Senkkopfschrauben. (für die Federhaltebolzen) Zumindest an zwei Stück sieht man Schleifspuren. Senkung für die Schrauben so tief senken, das diese leicht unterstehen. Wenn Du das Primärrad nicht sauber ausdistanziert hast, (fast spielfrei) kann hier entweder die NW oder das Primärrad beim kuppeln axial wandern. Bevor Du den Korb so arg durch abdrehen schwächst, erstmal alles andere ausschließen. Falls Du doch abdrehen musst, würde ich max. 1mm abdrehen auf keinen Fall mehr. Mess mal mit dem Doppelzirkel die Materialdicke, oder innen ein Klötzchen auflegen, diese Stärke des Klötzchens dann abziehen. 2,5-3mm Wanddicke würde ich für ausreichend erachten. Gruß
-
Zylinder 250 EGIG Performance
powerracer antwortete auf egig's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Dieses heikle Thema wurde betreffend "heißer" Motore schon mal diksutiert. Solang bei einem Unfall keine Personenschäden, oder gar Todesfälle zu beklagen sind, mag das alles funzen. Aber wehe der Staatsanwalt hat da mal seine Hand drauf, da hat dann der Halter, der Fahrer und erst recht der TÜV Mann grösste Schwierigkeiten, pr PS: Aber wie @Scumandykundtut, gehört das hier nicht öffentlich gemacht! -
Neuigkeiten, Gerüchte, Produktankündigungen
powerracer antwortete auf madmaex08's Thema in Lambretta LI, GP, SX, TV etc.
@Smallframefanhallo, stell den mal ins richtige Topic, und mach bitte von innen paar Fotos. Wirklich geiler Zyli- Rohling Gruß -
Quattrini 200 cc smallframe
powerracer antwortete auf mauropapa's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Sollten wir dann auch die Preise bei MEC-Racing nennen, (MEC lässt auch bei PowerSeal beschichten) bis 125ccm € 205,- bis 250ccm € 215,- ü 250ccm € 245,- schweißen, egal ob viel oder weniger geschweißt werden muss € 95,- Versandkosten extra pr Edit: Auch zu erwähnen Langcourt in GB, nochmals günstiger wie bei MEC, "aber" mit einer mir seltenst (hatte bis jetzt 2 Stück zum vermessen) noch nie so guten Maßhaltigkeit der Zylibohrung. Dann dazu ein geringer Kantenaufbau in den Port's. Eine wirklich geile Beschichtung! -
Quattrini 200 cc smallframe
powerracer antwortete auf mauropapa's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@minderleistungsfahrerhallo, hab auch erst diese Woche einen M200 von PowerSeal bekommen. Der Kantenaufbau von der Zylibohrung zur Dichtfläche stand bei meinem über. Im Zoom von deinem Zyli könnte ich meinen, das dies auch der Fall ist. Halt einfach mal ein Haarlineal oder Messschieberrücken drüber. Wenn da die Beschichtung Druck bekommt, platzt das gerne ab. Außerdem ist die Abdichtung auch nicht so toll, Gruß -
Rotax 122/123 Adapterplatte auf SF Block
powerracer antwortete auf smallframejunk's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Den Spacer in "Stahlausführung" von Xyger, würde ich der Aluausführung von THR vorziehen. (sieht zumindest auf dem Bild nach Alu aus, Beschreibung recht dürftig) Der Spacer soll ja dem Gehäuse eine gewisse Stabilisierung bringen, pr -
@Donhallo, wenn Du bei der Lagerung des Loctite alles richtig gemacht hast, mag ich die 10 Jahre gelten lassen. L.t. Datenblatt von Loctite heißt es, "Durch Lagerung unter 8°C und über 28°C können die Produkteigenschaften "nachteilig" beeinflusst werden. Die optimale Lagertemperatur gibt Loctite mit 8-21°C an. Gruß
-
Quattrini-M1B 60 ohne-L was kann der
powerracer antwortete auf ludy1980's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Zu den Rotax Kolben an den Max Motoren, hier läuft der Ringstoss auch mittig über den Booster. In den Rotax-Max Motoren, egal ob Micro, Junior oder Senior, werden die Kolben dagegen teils bis weit über 100 Std. gefahren. Zwischendurch 2-3 mal neuen Ring gesteckt. Ein guter Junior Motor dreht locker ü 15,5k. Wenn ein neuer Kolben gesteckt wird, fehlen erstmal ein paar Std. lang 4-5/10 auf der Uhr. D.h., wenn ein Motor zum Rennen vorbereitet wird, kommt ein eingefahrener, ausgelutschter Kolben mit neuem Ring rein. Dann geht der Motor zum verplomben zu einem zertifizierten Händler. Allerdings sind die Rotax Kolben von der Qualität her 1. Sahne Sehr stark hängt es auch davon ab, ob ein Ringstoss einfädelt, wie gut die Oberkante des Boosters vor dem schichten vorbereitet wurde! pr -
Quattrini-M1B 60 ohne-L was kann der
powerracer antwortete auf ludy1980's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@karren77hallo, bei den "kleinen" sprich 125er & 150er gibt KTM 10 Std. Wechselintervall vor. Da halten sich die Jungs dran, denn da zerbröselt es öfter mal nen Kolben wenn der zu lang drin ist, Gruß -
Zur Revision selbst, bevor ein neues Pleuel verpresst wird, alle Teile, sprich HZ, Pleuelfuss und Pleuelkopf vermessen. Bei den Nadeln der Pleuellager kann davon ausgegangen werden, das diese maßlich passen. Bei einem auf "0" gefertigten HZ muss das Pleuelauge 3/100 ins plus geschliffen sein. Diese 3/100 werden benötigt um dem Schmierfilm Platz zu gewähren. Werden diese 3/100 unterschritten, ist ein früher Pleuelschaden vorprogrammiert. Das gleiche Spiel von 3/100 gilt für das obere Pleuelauge. Vor dem verpressen des HZ ist es wichtig, an den Fasen am Übergang zum Ø des HZ einen ganz kleinen R zu polieren. Hier kann es passieren das schon Material "ausgeschabt" wird. Die HZ sind teils grobschlächtig am Schleifbock angefast! Ein absolut winkliges Ansetzen beim Einpressen des HZ ist ganz wichtig. Ich nehm dazu Führungsbuchsen, diese können aus Alu sein. Die Buchsen sind innen 1-2/100 grösser gefertigt wie der HZ, also z.B. 20,02mm. Die Länge der Buchse reicht mit 25-30mm locker. Die Bohrung und die Planfläche sollen zueinander laufen, d.h. in einer Aufspannung gefertigt sein. Mit keinem anderen Hilfsmittel, z.B. Winkel, Prisma usw. kann der HZ genauer angesetzt werden, pr
-
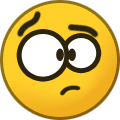
Ein Bild sagt mehr wie tausend Worte. Da hier (im M200 Topic) danach gefragt wurde, was sich beim Verringern der Überdeckung im Bereich des Hubzapfens tun kann. Es ist schon bei einer genügend grossen Überdeckung zu sehen, wie das Material vom Gefüge her deutlich weniger Wiederstand gegen die Einpresskraft bietet. Hier mal eine Berechnung der Gefügeveränderung bei eingepresstem HZ. In dieser Version ist zwar auch ein zentral verpresster Wellenstumpf in die Berechnung eingeflossen. Dies hat aber auf die Gefügeveränderung an der "Überdeckung" aussen an der Wange im Bereich des HZ keinen Einfluss. Die Berechnung führte mir freundlicherweise @BerntSteindurch, und ich hab sein O.K. diese zu veröffentlichen. Bernd, danke nochmals dafür pr
-
Neuigkeiten, Gerüchte, Produktankündigungen
powerracer antwortete auf Brosi's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Wenn @egigPERFORMANCE" seine neuen Zylis in der gleichen Gießerei, als auch in der gleichen Beschichterei, wo bisher seine hervorragenden Produkte gefertigt wurden, glaube ich kaum, das an der Qualität der neuen Zyli- Generation gezweifelt werden darf. Ich denke nicht, das hier an irgend einer Stelle gespart wird. pr -
Neuigkeiten, Gerüchte, Produktankündigungen
powerracer antwortete auf Brosi's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@ludy1980hallo, wenn sehr viele M200 Zylis ne neue Beschichtung brauchen, Kolbenschäden usw. noch gar nicht mitgerechnet, ist das doch eine Milchmädchenrechnung, wo hier der Sinn liegt! Gruß -
Verdammter Stehbolzen
powerracer antwortete auf Vespa PaPa's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Der Setzschlag bewirkt, wie es @gertaxvorschlägt, das der Stehbolzen sich dann etwas reindrehen lässt. Aber Grundvoraussetzung ist es mal, den Kleber zu lösen. Wenn der Kleber nicht gelöst ist, reissen die M6 sehr schnell ab! Gerhard's Methode muss ich mal testen, aber die Mutter am Gewindeauslauf auf den Ø des Stehbolzens zu quälen, gut, wäre nochmals zusätzliche Klemmkraft am Bolzen, pr -
Motor Aufbau BFA 306 cc (Zylinder)
powerracer antwortete auf AIC-PX's Thema in Vespa PX, T5, Cosa etc.
Eine gut funzende Boostbottle (Bb) sollte immer elastisch vom Volumen her sein. D.h. als Faltenbalg ausgelegt, innen mit abstimmbarer Feder, um so hiermit die Fahrbarkeit, Verbrauch usw. optimieren zu können. Bei der elastischen Pb sieht man schön beim Gas geben, wie diese arbeitet. Bei Volllast zieht es diese fast ganz zusammen. Ein festes Volumen der Bb passt nur für einen ganz schmalen Drehzahlbereich pr -
Verdammter Stehbolzen
powerracer antwortete auf Vespa PaPa's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@Vespa PaPahallo, bringe mit dem Heißluftfön die Hitze direkt über den Stehbolzen ein, wenn dann das Loctite anfängt zum Gewinde rauszukochen und zu riechen, dann ist das Loctite im Gefüge zerstört. Dazu braucht es weit über 150°C viel Erfolg Gruß Edit: L.t. Loctite wird die Klebekraft bei 260°C zerstört! So warm darf das Gehäuse nicht erhitzt werden, daher nur über den Stehbolzen die Hitze einbringen. Auf die oben bündige Mutter der Konterung, auf den erhitzten Stehbolzen mit einem 250g "Stahlhammer", einen krätigen Setzschlag geben, dann ausdrehen. Die oberste Mutter mit dem Stehbolzen verschweissen, hilft beim ausdrehen sehr gut. -
danke
-
@vnb1thallo, hab mich vieleicht bisschen verkehrt ausgedrückt, hätte wohl schreiben müssen, +/- 1mµ Die Welle lief vor den 24h Zuera18 auf beiden Seiten zwischen Spitzen gemessen, mit zwei gleichzeitig angelegten Fühlerhebelmessgeräten, (FHMG) je Seite mit 1/100 Schlag. Teilstrich des FHMG 1/100 (mit 1/1000 sind nicht zu bezahlen!) Die Messkugel hat 2mm Ø, mit der Messkugel geh ich so nah wie möglich an den R der Wange. Soweit es der gewisse Kontaktrost, trotz säubern vorhanden, denn an Kundenwellen gehe ich an diesen Ø nur mit Absprache und vorherigem vermessen mit der Polierleinwand ran. Diese Unebenheiten, teils Vertiefungen, verursachen ja schon Bewegungen am Zeiger der Messuhr. Bei dieser Messung stand @Mike, (Teamchef von TG111) direkt daneben. Da wurde auch offenbart, wenn die Welle nach dem richten lief, nach zwischenzeitlicher ca. 30minütiger anderer Tätigkeit, nach erneuter Prüfung die Welle plötzlich nicht mehr lief. Schlag war wieder ü 3/100 Aus diesem Grund bat ich ja Mike, viel Zeit mitzubringen. Dieses Phänomen hatte ich schon vor kurzem hier im GSF (glaub im Lamy Topic) erklärt, wenn Spannungen von der Presskraft des HZ, sowie gespreizten oder gedrückten Wangen vorhanden sind. Diese Spannungen lassen die Welle wieder unrund laufen. Wenn dann vor der Revision ein Rundlauftest gemacht wird, und die Welle läuft auf keiner Seite schlechter wie diese 1/100, dann kann ich mit einer Ablesetoleranz von +/- 1mµ behaupten, (man spricht hier von Zeigerstrichdicke) das sich der Rundlauf nicht verschlechtert hat. Sowie besitzt Mike sämtliche Messgeräte, sowohl zwischen Spitzen und Prismen zu messen, und glaub ja nicht die Welle war nicht auf dem Prüfgerät bevor die Welle zu mir gesendet wurde. Mach ich ja auch so. Ich weiß genau, im Maschinen und Motorenbau gibt es keinen "null" Rundlauf. Mir ist es dann auch ein Rätsel, wenn mit einer 1/100 Messuhr geprüft wird, dann zu behaupten, die Welle läuft auf "0" mµ, da klopft sich derjenige schon stark auf die Schulter! Zu der miserabel aussehnden HZ Bohrung möchte und darf ich auch nicht's sagen, wer der Hersteller dieser Welle ist. Aber der Hersteller selbst, kennt anhand der Wuchtbohrungsanodnung garantiert sein Produkt. Außer es gibt mir der Hersteller sein O.K., dann kann ich Rede und Antwort stehen. Ach im übrigen, es sind noch schlimmer aussehende HZ Bohrungen von Wellen auf meinem Rechner, Gruß Edit: In der Bucht kostet ein FHMG mit 2mµ Aufteilung knapp € 59,-
-
@rod'n'rollhi, super Tipp, werd ich mal testen. Da das Aceton ja auch mittlerweile schweineteuer geworden ist. Wie ist das denn mit verdunsten? Bei meiner fest verschließbaren Acetonflasche aus Glas (perfekte Dichtung im Deckel, dieser ist allerdings aus Kunststoff) verschwindet das Zeug mehr oder weniger von selbst. Gruß
-
Zum Thema Presskraft, hier sind noch 2-3to Reserve an Presskraft zu finden, wenn wirklich alle Pressungsrelevanten Teile perfekt entfettet werden. Dann mit sauberen Handschuhen arbeiten, denn ein einziger Fingerabdruck (Handschweiß) kann die Presskraft enorm runtersetzen. Selbst mit hochwertigstem Bremsenreiniger gereinigte Teile, der "angeblich" nicht nachfettet, wird beim auswischen der HZ Bohrung mit getränktem Aceton Lappen, jede Menge Schmutz an einem hellen Fusselfreien Lappen sichtbar. Hier keinen Baumwolllappen nehmen, sonder gute altbewärte Leinenfetzen, pr
-
@Johanneshi, weiß zwar jetzt nicht, wen Du als Reviseur Eurer NCN Welle meinst? Aber Fakt ist, die "Winner"- Welle von Zuera18 war vom Rundlauf und Schlag vor dem 24h Rennen, nach jetziger Prüfung vor dem auspressen auf's mµ gleich geblieben. Das ist auch ein Kriterium, das von einer Welle eingefordert werden kann und muss, Gruß PS: Rundlauf- Video ist archiviert
-
Möchte an dieser Stelle darauf hinweisen, das die Berichte über die Fabbri Wellen, rein auf Messprotokollen, Auswertung der Aus und Einpresskräften, usw. bestand! Wenn das in die Ecke einer gewissen Werbung für dieses Produkt gedrängt wird, ist diese Vermutung völlig falsch. Ich werde da auch gerne andere Wellen Produkte nennen, z.B. die NCN Welle von einem ganz erfolgreichen deutschem Langstrecken- Team, da sahen die HZ Bohrungen nach dem auspressen ähnlich "top" wie bei der Fabbri aus! Lediglich von der Auspresskraft deutlich schlechter, so um die 7-9to trotz 19,91er HZ Bohrung. Hier wurde aber vermutlich beim verpressen nicht mit 100%ig fettfreien Bauteilen hantiert, dazu mehr im nächsten Beitrag, pr