powerracer
-
Gesamte Inhalte
4.124 -
Benutzer seit
-
Letzter Besuch
-
Tagessiege
12
Inhaltstyp
Profile
Forum
Kalender
Shop
Articles
Community Map
Alle Inhalte von powerracer
-
@Yamawudrihallo Christian, sorry OT, wenn der "Nichtinsider" das so liest, mit den FP geschnitzten Custom Wellen, liegt da so ein Hauch und Beigeschmack von Billigprodukt drüber! Bei meinen Wellen werden alle Genauigkeitsbezogenen Bereiche hochgenau geschliffen. Ob dann die Wangenplanfläche und Wangen außen Ø nicht geschliffen ist, verzeiht mir der Kunde gerne. Da eine gute Welle einzig die perfekte Materialwahl, richtige Härtereimassnahmen, wie oft sich diese Welle revidieren lässt ohne Schaden in der HZ Bohrung zu nehmen, keine Presskraft verliert, sowohl auch eine Verdrehsicherheit bietet. Das alles zeichnet eine gute Welle aus, Gruß Helmut Edit: Christian, übrigens werden bei mir jeweils nur die "Nullserien" konventionell gefertigt, die Serienfertigung läuft dann CNC fefertigt.
-
Kann sich ja von Innung zu Innung bisschen unterscheiden
-
@gravediggerhallo, in der Innung in Nürnberg wurden in 2018 die Zwischenprüfungen und Facharbeiterprüfungen an konventionellen Maschinen gemacht. Ich weiß das 1000%ig, da der junge Mann der bei mir im Haus Übungsstücke an der FP1 fräste, in einem CNC Betrieb seine Ausbildung macht. Da ich aber vor Jahren aus diesem Betrieb die einzigste FP1 kaufte, sind hier keine Übungsmöglichkeiten mehr vorhanden. Während des Blockschulunterrichts waren in der Innung Möglichkeiten, sonst nicht. Harald, denkst Du eigentlich, ich saug mir das aus den Fingern? Gruß Edit: Ganz klar hat die Innung in Nürnberg auch Lehrstunden im Bereich CNC auf dem Lehrplan stehen, aber die Prüfungen werden konventionell gefräst und gedreht.
-
@T5Rainerhallo, zumindest noch in 2018 wurden in Bayern bei den Zwischenprüfungen, als auch die Facharbeiterprüfungen die Gesellenstücke auf "historischen" konventionellen Zerspanungsmaschinen gefertigt. Und da stehen in den Innungen noch genügend FP1 und FP2 herum. Wie lang es diese Regelung noch gibt, keine Ahnung. Es wird dem "kleinen" Ausbildungsbetrieb ohne CNC Maschinenpark auch die Möglichkeit zum ausbilden gegeben. Die Burschen müssen und dürfen nämlich noch lernen, mit "drei" Kurbeln zu arbeiten! Die CNC Fertigkeiten werden dann in den meisten Ausbildungsbetrieben vermittelt, ist aber nicht zwingend notwendig, um die Facharbeiterprüfung als Zerspanungsmechaniker erfolgreich absolvieren zu können. Gruß
-

Neuigkeiten, Gerüchte, Produktankündigungen
powerracer antwortete auf madmaex08's Thema in Lambretta LI, GP, SX, TV etc.
@gravediggerHarald hallo, hab jetzt mal den Kaufmann bei der Wellen Kalkulation sprechen lassen. Materialkosten für 1 Stück Welle € 98,70 (enthält auch das Wolfram) " " 10 Stück € 84,13 Härtekosten für 1 Stück € 75,02 " " 10 Stück € 57,00 Pleuelkit Simonini € 95,00 " KTM- Wössner € 109,50 Gesamtpreis mit Simo- Pleuel bei 1 Stück € 289,72 " " " " " 10 Stück € 257,13 Gesamtpreis mit KTM Pleuel bei 1 Stück € 304,22 " " " " " 10 Stück € 271,63 nun ist jetzt noch kein zehntel Material an den Wangen zerspant, geschweige ein Wellenstumpf geschliffen, bzw. eine HZ Bohrung, kein Innengewinde, kein Aussengewinde, die Verzahnung nicht angearbeitet, Der HZ nicht abgelängt, das Wolfram nicht überdreht, abgelängt und eingepresst, an den Wangen keine einzige Wuchtbohrung gesetzt, die Welle nicht verpresst und gerichtet. Diese ganzen Arbeiten sollen nun für ein "null" Salär über die Bühne gehen? Ich weiß nicht, was ich da auf der Meisterschule gelernt habe. Eins ist Fakt, selbst bei einer Stückzahl von ü 5, werden die Wellen "keinen" cent günstiger auf den Markt kommen. Eher, das nur die € 700,- Version in Zukunft erhältlich sein wird. Dann vergess bitte nicht die Garantieleistungen, Gruß -
Quattrini 200 cc smallframe
powerracer antwortete auf mauropapa's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@Malle Lexehallo, @AK200 hab mit für spezielle Fräsarbeiten eine Verlängerung für 3er Schaft gemacht. Der Fräser wird eingepresst, lässt sich aber recht leicht wieder rausziehen! Gruß
-
Quattrini 200 cc smallframe
powerracer antwortete auf mauropapa's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@AK200hallo, hab mal einen Dremel von der Laufbahn reingehalten. Wenn Du die Hilfsauslässe breiter machen möchtest geht das ganz gut. Zieh die Port's auch nur Richtung Einlass breiter, Stegbreite zum Hauptauslass würde ich belassen. Den Ø des Fräser's oder des Diamantschleifkörpers nicht zu groß wählen, sonst kommst sehr schnell an die Oberkante des Port's. Würde mal nicht grösser wie Ø 4mm Fräser nehmen! An der Höhe würde ich nichts machen, sind von Haus aus schon sehr hoch. (gleiche Höhe wie Hauptauslass) Geiler gehts natürlich mit dem Winkelhandstück! Gutes Gelingen Gruß -
Neuigkeiten, Gerüchte, Produktankündigungen
powerracer antwortete auf Brosi's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@egigdanke Erich Gruß -
Neuigkeiten, Gerüchte, Produktankündigungen
powerracer antwortete auf Brosi's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@egigservus Erich, so wie ich das verstehe, hat Fabbri den Abstand Wellenmitte zu NW Mitte grösser gemacht. (Du benennst das mit "höhersetzen") Wäre aber sehr schade, da dieses Gehäuse dann nicht mehr dem Reglement der DBM entspricht. Abstände von den drei Achsmittelinien müssen den STD Abständen entsprechen! Falls ich irgend was missverstanden habe, klär mich bitte auf, Gruß Helmut -
Neuigkeiten, Gerüchte, Produktankündigungen
powerracer antwortete auf Brosi's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@egig -
Neuigkeiten, Gerüchte, Produktankündigungen
powerracer antwortete auf madmaex08's Thema in Lambretta LI, GP, SX, TV etc.
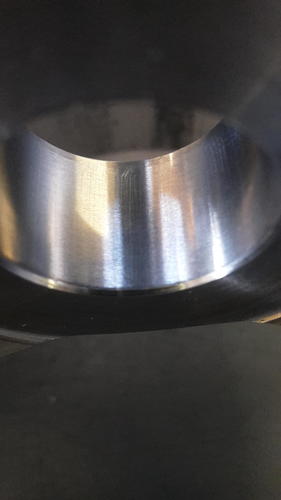
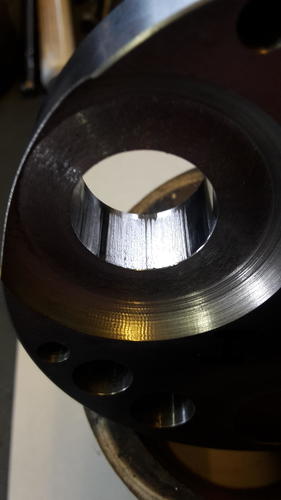
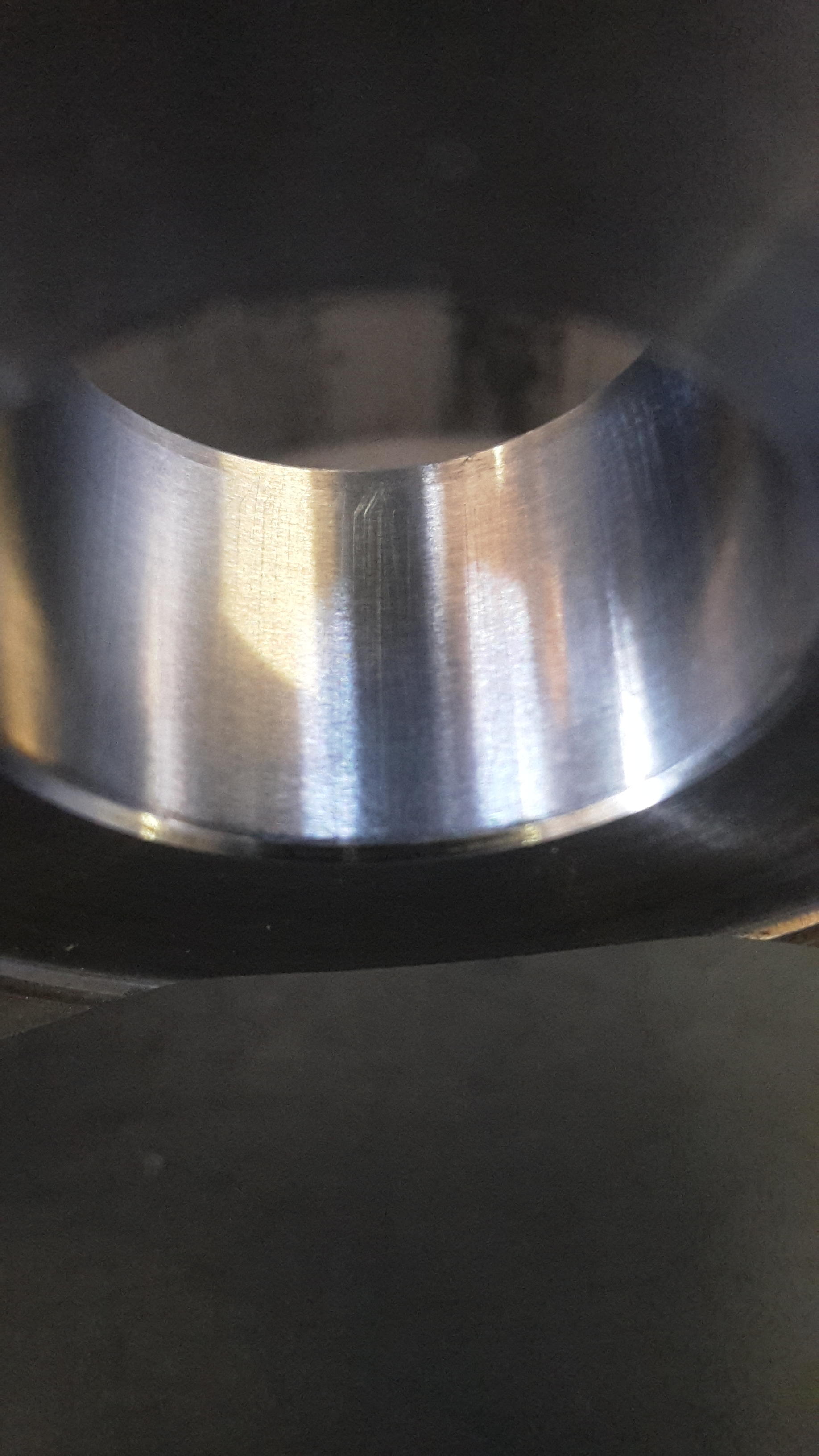
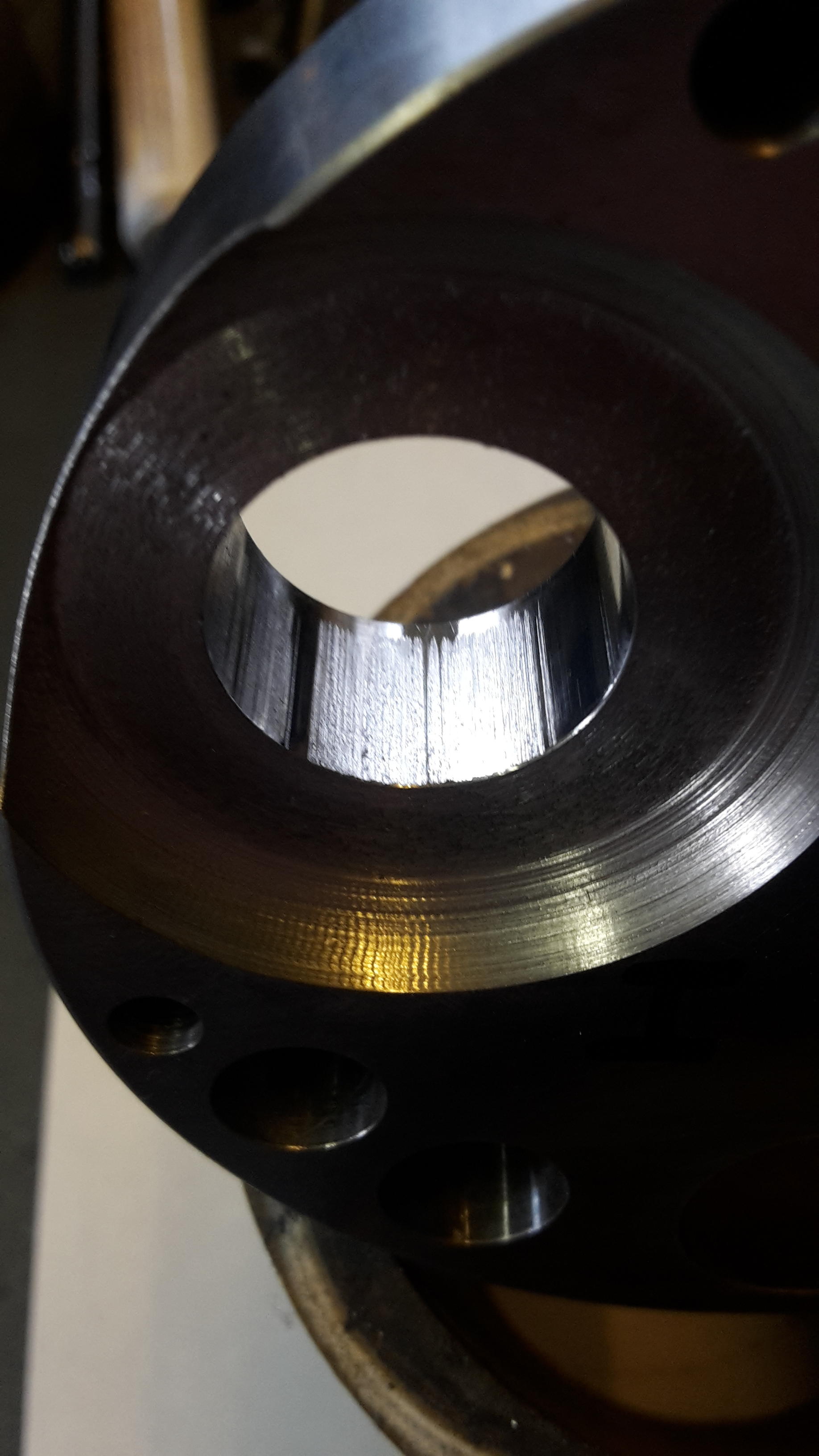
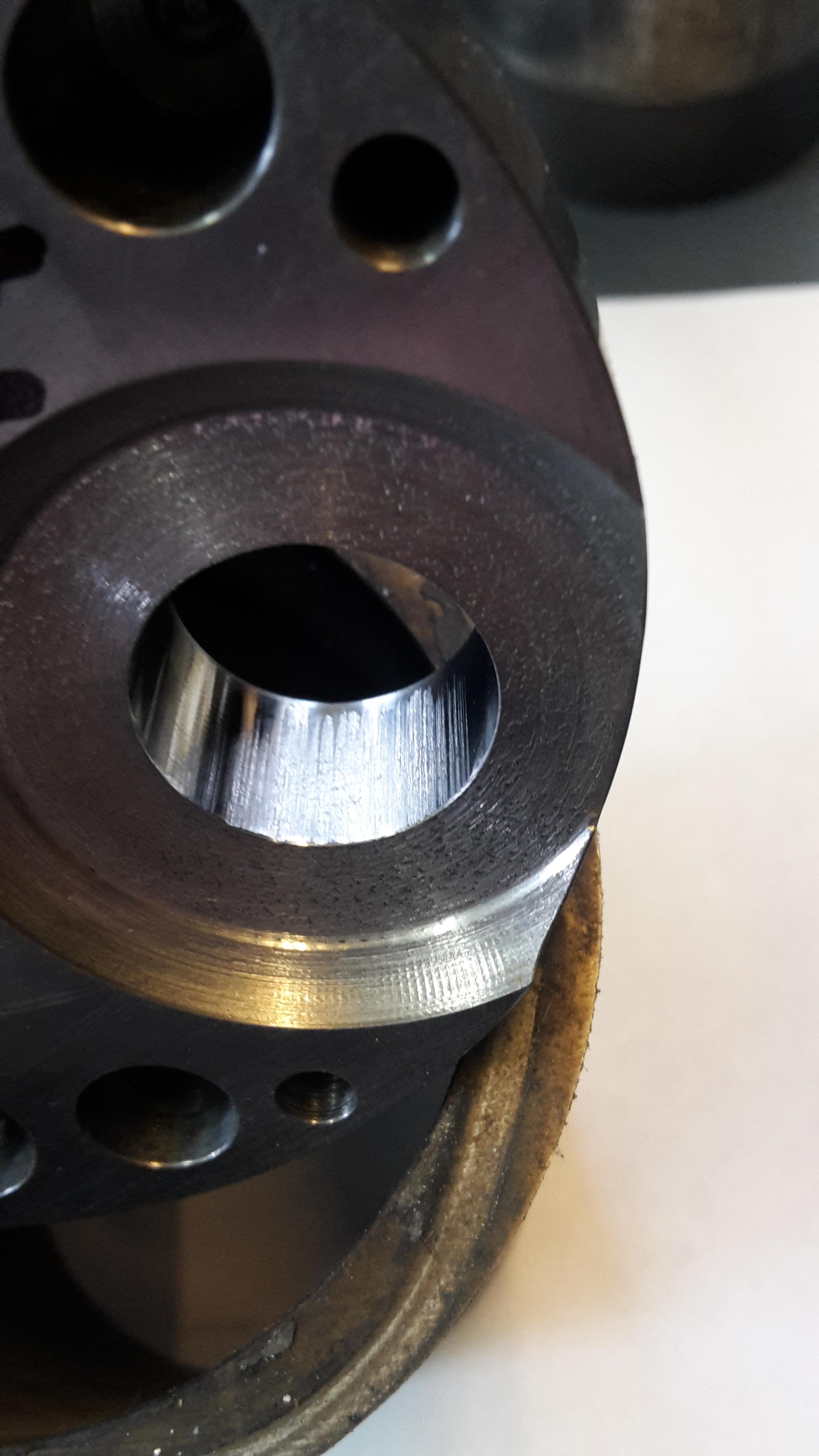
Hier mal je Lima und Kuluwange von SF, nach erstmaligem auspressen des HZ. Die HZ Bohrungen mit einem Hauch von Riefen, sind auf 58-60 HRC Induktionsgehärtet. Das andere Pärchen mit den extremen Riefen ist von einer nitrierten Welle. Einsatzgehärtete Wangen sehen aber genauso verheerend aus. Wie will ich da ohne Bauchweh eine ordentliche Revision durchführen, wobei die HZ Bohrung ja noch um ca. 2/100 geweitet ist. Wenn ich dann noch berücksichtige, das auf der rauen Oberfläche mein Messkopf ja auch nicht perfekt aufliegt, sind diese 2/100 noch gnädig gemessen, pr

-
Neuigkeiten, Gerüchte, Produktankündigungen
powerracer antwortete auf madmaex08's Thema in Lambretta LI, GP, SX, TV etc.
@T5Rainerhallo, Du hast recht, hab vergessen das zu erwähnen. Als "halbe" Welle gewuchtet, beziehen sich die 198g des MG für eine Wange nach Apfelbecks Vorgaben Gruß -
Neuigkeiten, Gerüchte, Produktankündigungen
powerracer antwortete auf madmaex08's Thema in Lambretta LI, GP, SX, TV etc.
Sorry Leute, in keinster Weise wollte ich jemand mit meiner Wortwahl in Misskredit bringen, oder gar diffamieren. Hab das nicht so gemeint, wie ich es niedergeschrieben habe, wünsche allen frohe Weihnachten und einen guten Rutsch, pr -
Neuigkeiten, Gerüchte, Produktankündigungen
powerracer antwortete auf madmaex08's Thema in Lambretta LI, GP, SX, TV etc.
Sorry, OT, wäre vieleicht im Wucht- Topic besser aufgehoben. Wer den Wuchtfaktor nachrechnen möchte, Hin und hergehende Masse; Kolben kplt. 332g Lager oben 16,9g Pleuel oben 93,7g Rotierende Masse; Pleuel Unterteil 107,1g Lager unten 17,8g AS 0,5mm 5,4g HZ 103,8g (mit Ø 8mm Bohrung) Meistergewicht 198g Wuchtfaktor 36,58% pr -
Neuigkeiten, Gerüchte, Produktankündigungen
powerracer antwortete auf madmaex08's Thema in Lambretta LI, GP, SX, TV etc.
@T5Rainer, die 332g setzt sich aus Kolben, Ringe, Kobo und Clips zusammen. Das Kobolager (16,9g) fliesst gesondert in die Berechnung ein, zählt aber auch zu der hin und hergehenden Masse Gruß -
Neuigkeiten, Gerüchte, Produktankündigungen
powerracer antwortete auf madmaex08's Thema in Lambretta LI, GP, SX, TV etc.
@T5Rainerhallo, kenn nur mit 332g das Kolbengewicht fürs wuchten Gruß -
Neuigkeiten, Gerüchte, Produktankündigungen
powerracer antwortete auf madmaex08's Thema in Lambretta LI, GP, SX, TV etc.
@gravediggerhallo, klar wird sich da am Preis noch bisschen was tun. Da diese erste Welle kplt. konventionell gefertigt wurde, z.B. auch die Verzahnung gestossen. Allein den Stosskopf samt Teilapparat umrüsten, sind schnell zwei Stunden weg. Wenn das auf der CNC läuft, drehen, evtl. HZ Bohrung vorbohren, Verzahnung stossen, usw. Man darf aber auch nicht vergessen, bei nur fünf Wellen, sprich zehn Wangen, entstehen nicht unerhebliche Rüstkosten. Interessant wirds mal so ab zehn Wellen! Beim Material lässt sich fast nichts einsparen, ob ich für fünf oder zehn Wellen Material order. Härterei fürs nachvergüten berechnen nach Kilopreis. Einzig beim Induktionshärten, verringern sich die Kosten bei größerer Stückzahl um ca. die Hälfte. Ich hab aus dem Grund beim letzten Auftrag drei Wellen zusammengefasst, hatte trotzdem für sechs Bohrungen inkl. Versand Kosten von € 162,08 (a Ø 27,01) z.B. bei 20 Wellen lieg ich pro Bohrung bei € 18,- Am Pleuelpreis kann ich über die Stückzahl gar nichts einsparen! Gruß -
Neuigkeiten, Gerüchte, Produktankündigungen
powerracer antwortete auf madmaex08's Thema in Lambretta LI, GP, SX, TV etc.
Nach Rücksprache mit dem Kunden der 62er Lamy- Welle, darf ich dessen Usernamen nennen, vielen Dank für dein Vertrauenund den Auftrag @collyn. Die Welle spielt ja in einer Preisliga, die sich nicht jeder leisten will und kann. Eigentlich schade, das die "Geiz ist geil" Mentalität immer noch nicht ernsthaft hinterfragt wird. Qualität muss und sollte seinen Preis haben! Zur Info, der Wellenpreis bleibt immer gleich, egal welches Pleuel verbaut wird. Wobei nur "hochwertige" Pleuel verwendet werden, einziges Kriterium evtl. nicht oder mit zu langer Lieferzeit lieferbar. Z.B. bei der 306er BFA Welle akzeptiert doch auch der grösste Teil, das diese Welle knapp 1k kostet! Diese BFA Welle ist in meinen Augen die erste Welle, die kostendeckend mit Gewinn hergestellt werden kann. pr -
Neuigkeiten, Gerüchte, Produktankündigungen
powerracer antwortete auf madmaex08's Thema in Lambretta LI, GP, SX, TV etc.
@T5Rainerhallo, meine Musterwelle hatte einen HZ von 40,25mm Länge. Die Wangenbreite im Bereich des Pleuel's ist 11,85mm breit das Simonini Pleuel wurde von 16mm auf 14,94mm geschmälert. 0,5er AS verbaut. Dann wurde an den HZ Bohrungen von der Innenseite die minimalst nötigen Senkungen eingebracht. Ander Aussenseite der HZ Bohrung wird nur der Schleifgrat gebrochen. Auch wurden beim kürzen des HZ die minimalst nötigen Fasen angearbeitet. Hier verschenken die Hersteller locker gesamt bis ü 2mm nutzbare Einpresslänge! Die Presskraftversuche hab ich bei mehreren Ein und Auspressversuchen mit 20er, als auch mit 22er HZ getestet. Masslich ging die HZ Bohrung max. 2mµ auf. Die HZ Bohrung hat einen Ø von 21,91 -5mµ. Bei der zusätzlichen Erfahrung, das eine HZ Bohrung und HZ mit Bremsenreiniger entfettet, gegenüber mit Aceton entfettet, nochmals ca. 2-3to Einpresskraft bringt! Der andere Grund dürfte die Auswahl des Grundwerkstoffes für die Welle sein. Bei einem Einsatz bzw. Nitrierstahl erreicht der Grundwerkstoff eine max. Zugfestigkeit von ca. 740 -840 N/mm. Bei einer nachfolgenden Wärmebehandlung, sei es nitrieren oder einsatzhärten, erreicht man nur eine höhere Zugfestigkeit und Härte für die jeweilige Einsatz oder Nitriertiefe. Tiefer unter dieser Härteschicht hat der Werkstoff eben "nur" diese ca. 740 N/mm Zugfestigkeit. Und da gibt der Werkstoff beim pressen des HZ nach! Beim ein und auspressen des HZ bei nagelneuer Welle aus eben vorgenannten Werkstoffen, ohne das der Motor eine Umdrehung gezündet hat. Vor dem pressen und zerlegen der Welle genau vermessen, geht die HZ Bohrung bis zu 2/100 auf! Ähnlich sehr gute Masshaltigkeit der HZ Bohrung besitzen die Fabbri Wellen, (SF) hier liegt das Pressmass bei 10/100. Hier mit Aceton entfettet, war meine 20to Presse nach ca. 2-3mm Tiefe des HZ an ihrer Grenze angelangt. Also nochmals HZ raus, dann mit Bremsenreiniger entfettet, nun hat's die Presse gepackt. Übrigens benötigen meine SF Wellen eine Einpresskraft (Aceton entfettet) von ca. 15-17to! @gravediggerzu deiner Frage nach den Kosten, sorry sollte ins Verkaufstopic, Brutto kplt. € 600,- die konventionell gebaute Welle € 700,- Bitte vergess nicht, welcher Wellenhersteller, ausser Hirth für seine UL- Motore, (hier gibts drei Jahre Garantie), übrigens verwendet Hirth den gleichen Werkstoff) gibt dir für eine Lamy- Welle Garantie? Ich weiss schon, Du wirst mir jetzt wieder an der Welle die Gewinncharge vorrechnen! Zur Leistung, die Welle sollte ü40 abkönnen Gruß Edit: Nachtrag ein Foto, sowie Texterweiterung
-
Neuigkeiten, Gerüchte, Produktankündigungen
powerracer antwortete auf madmaex08's Thema in Lambretta LI, GP, SX, TV etc.
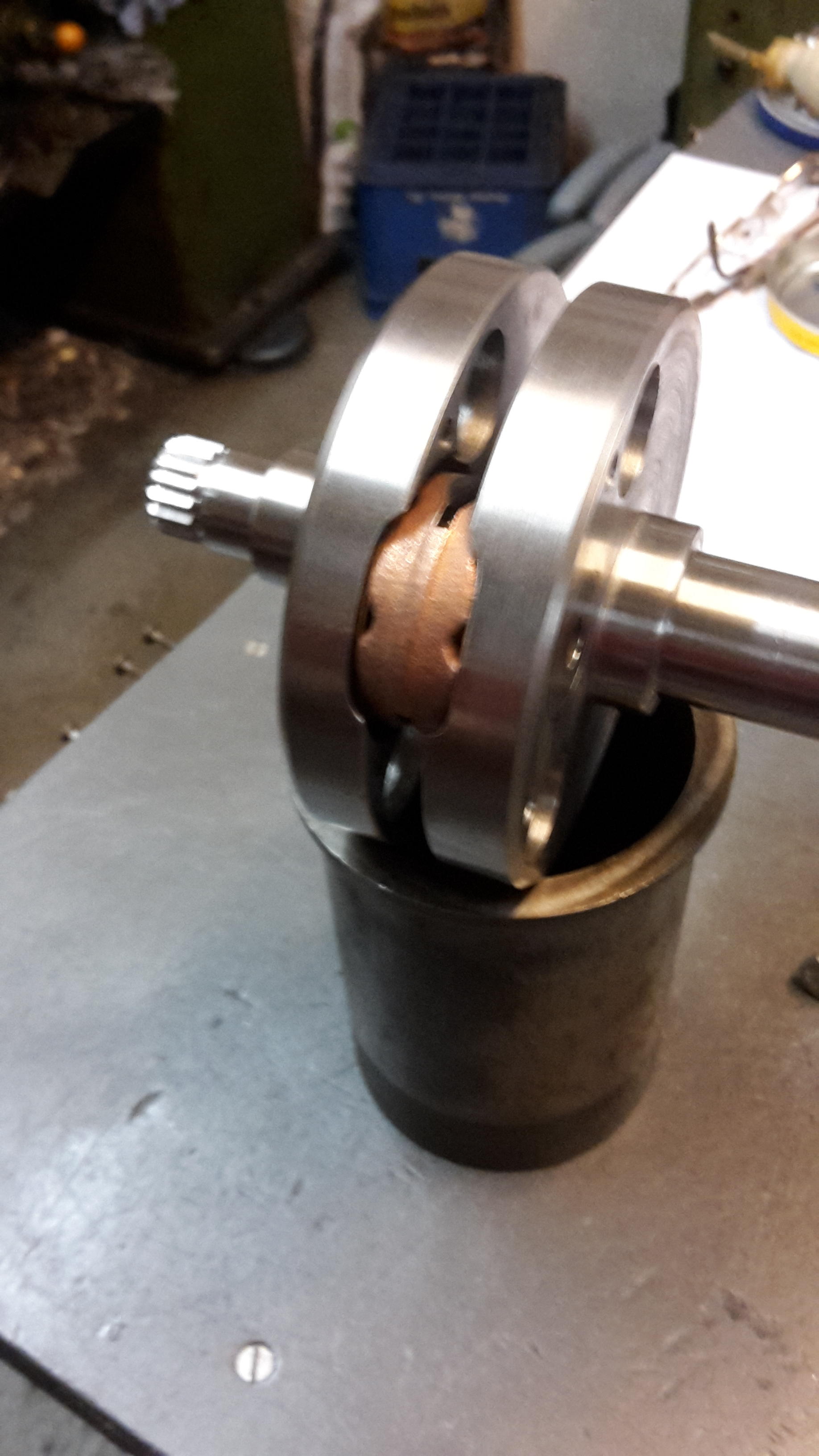
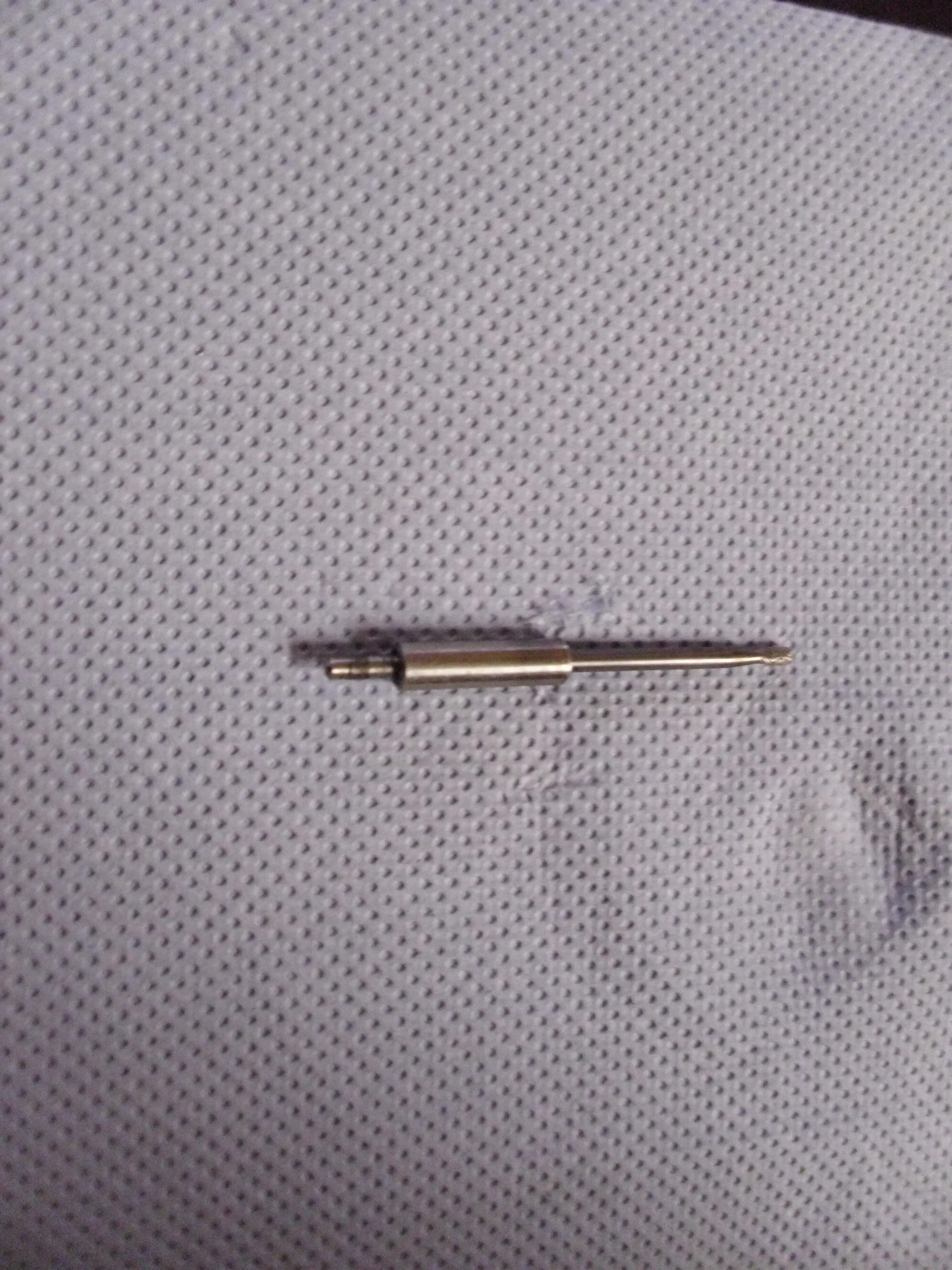
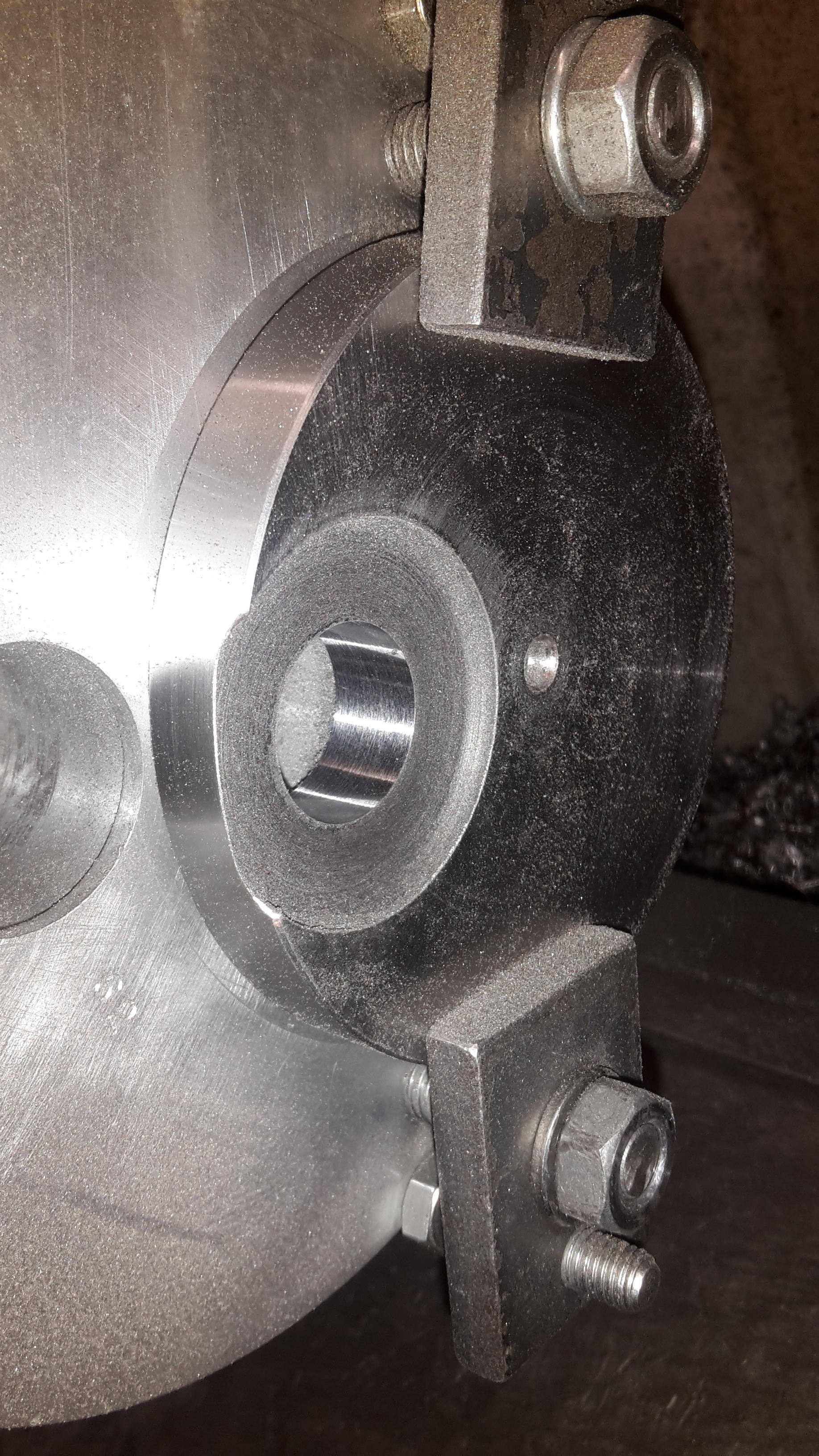
Nun auch die erste "mehrteilige" Welle für die Lamy ausgeliefert 62 Hub / Wangen Ø 100 Simonini Pleuel 22 / 120 / 18 Breite der Welle mit 40,25mm STD die Limawange "mehrteilig" gefertigt * Wuchtfaktor 36,58% (nur mit Wolfram Dichte 17,2 erreichbar) Material 42 CrMo4QT (vorvergütet) nach dem vordrehen nochmals auf 1100-1150 N/mm nachvergütet HZ Bohrung induktionsgehärtet HRC 58-60 HZ Bohrung, zentrale Bohrung für Wellenstumpf sowie Wellenstümpfe geschliffen Einpressdruck ca. 12-14to mehrfache Revision ohne Verlust der Ein und Auspresskraft garantiert sowie gegen div. Verschleissbedingungen mit "12 Monatiger" Garantie" gewährleistet Garantiezeit beginnt mit Inbetriebnahme des Fahrzeug's! * Vorteil dieser Bauart, kein unterbrochener Faserverlauf des Wellenstumpfes, Wellenstumpf aus geschmiedetem Material möglich, Reparaturmöglichkeit des Wellenstumpfes denkbar, (krummer Stumpf duch Sturz usw.) pr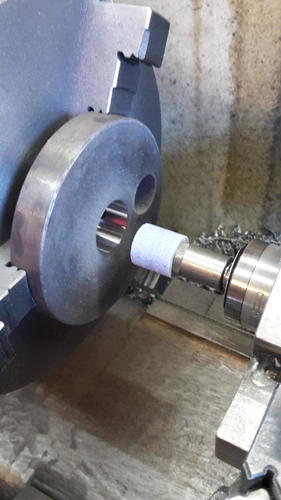




.thumb.jpg.a6631349c5c65fbd00c7ab9bffa67eb2.jpg)










-
Ausfälle Smallframe (2010 bis heute)
powerracer antwortete auf dorkisbored's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@turtleharry, Harry moin, geiles Lager. Hol zwar fast alles bei Agrolager, das hab ich aber noch nicht gesehen Gruß Helmut -
Ausfälle Smallframe (2010 bis heute)
powerracer antwortete auf dorkisbored's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
Drehzahl würde ich an der HW nicht als das Problem sehen. Bei Drehmomentstarken Motoren dürfte das Problem die Durchbiegung der HW sein, da hierbei die Nadeln des Lagers nur am jeweilgen Ende aufliegen. Sowohl beim beschleunigen, als auch beim runterbremsen. Wenn dann die Einsatzhärtetiefe grenzwertig ist, drücken sich die Nadeln sehr schnell durch die harte Schicht durch. Die Nadeln fangen an zu rattern, drehen sich nicht mehr, der Schaden ist dann sehr schnell vorprogrammiert. Das andere Problem ist die mangelhafte Schmierung. Bei bestimmten Lagertypen könnte über den Außenring an der mittleren Schmiernut, die die Querbohrung des AR mit Öl versorgen sollte, eine Querbohrung im Gehäuse das Lagerinnere mit Öl versorgen. Im Lagersitz setzt man deckungsgleich mit der Nut des Außenrings einen kleinen Einstich, in dem sich das Öl ringförmig verteilen kann, und zur Querbohrung gelangt. Bei Lagern mit geschlossener Außenhülse würde ich die Querbohrung am Ende des Lagers setzen um von hinten Öl ans Lager zu bringen. pr -
Falc Racing - Getriebe und sonstige Neuigkeiten
powerracer antwortete auf vespetta's Thema in Vespa V50, Primavera, ET3, PK, ETS etc.
@Spiderdusthallo, als Spielerei würde ich das nicht bezeichnen. Hat schon seinen Sinn, da man mit dem Platten DS, als auch mit dem Kurbelwellen DS "assymetrische" Steuerzeiten erreicht. Kolbengesteuerte Motoren haben einen "symmetrischen" Einlass. Membraneinlass öffnet praktisch fast rund um die 360°. Der DS Einlass von hinten auf's Pleuel hat mehrere Vorteile gegenüber dem seitlichen Einlass, gute Schmierung und Kühlung des Pleuel's, sowie prallt der Gasstrom nicht direkt seitlich auf die Wange. Positiv ist auch die geringere Baubreite des Motors. Gruß -
@volkerhallo, hast mal geguckt woher die Kegelräder kommen? Die Kegelräder sind bestimmt nicht mal gehärtet. @Tim Eymoin, hab bei Mädler gegoogelt, Kegelradsätze aus Stahl, spiralverzahnt. Bis Modul 1,5 Material 42CrMo4, Zahnflanken induktiv gehärtet, ab Modul 2- Material 16 MnCr5 Zahnflanken einsatzgehärtet. Wobei von der Größe eh nur Modul 0,6 mit da 23,3mm. Achse Ø 6mm in Frage kommt, ( € 41,41) evtl. Modul 0,6 mit da 27,8, Achse Ø 7mm (€ 42,42) oder da 32,6, Achse Ø 8mm (€ 53,02) Preis bei jeweils 1 Stück Abnahme Kegelräder werden nur "paarweise geliefert"! Das dürfte von der Materialqualität für den DS Antrieb genügen Gruß
-
@zerstörer ü30, als Teameigner der fahren lässt, werd ich mir von dir nicht vorschreiben lassen, in welcher Art und Weise ich mich an einer Diskussion um die DBM beteilige. Wenn in 17/18 es bei uns mit Start's in der DBM nicht geklappt hat, trotz einsatzbereitem Kolbengesteuertem 60er Falc- Motor, muss ich, oder wir, dir keine Rechenschaft ablegen müssen! Wenn, dann soll das DBM- Komitee mir mitteilen, das, das einbringen von über 50 Jahren Rennsporterfahrung unerwünscht ist. Gruß







.jpg.28578c612773f6ef48b73629f0306d3b.jpg)