BilletFactory
-
Gesamte Inhalte
21 -
Benutzer seit
-
Letzter Besuch
Leistungen von BilletFactory
talent (2/12)
27
Reputation in der Community
-
Grüße, den eigentlich Verantwortlichen habe ich schon informiert. Die Frage ist, lohnt sich das umfräsen? Wäre im Grunde machbar das Gesenk nochmal zu vergrößern. Um welchen Durchmesser handelt es sich eigentlich? Darüber hinaus brauche ich grobe Angaben welche Stückzahlen abgenommen werden könnten. Lg
-
Hallo, 89mm sind die Wangen im Rohzustand. Ist halt nur für Simson gedacht. Aber man kann jegliche Welle daraus fertigen. Sei es die "Alte" oder die "Neue" Version. Lg
-
Grüße, bei mir hat sich auch wieder einiges getan in der "Entwicklung" und Qualität. Endlich habe ich für die Wellen Schmiederohlinge. Was den Materialeinsatz und die Bearbeitungszeit drastisch reduziert. Man muss ja bisschen "Öko" denken. "Hust" Werde jetzt erste Tests machen und mal schauen ob es sich nochmal verbessert hat. Die Bearbeitung ist auf jeden Fall etwas anstrengender geworden. Haha Lg

-
Bei mir in der Testwelle gibt es keine Probleme. Mit meinen eigenen Hubzapfen ist das ganze sogar noch straffer als mit den gekauften Hubzapfen. Ich kann den Hubzapfen gerne mal verpresst vermessen. :) Axialspiel verwende ich 0.35mm das lief bisher immer gut im Simson, auch bei Hochdrehzahlmotoren. Gemisch 1:40 @powerracer So ein Vorfall mit zerflogenen Scheiben gab es bei uns auch mal. Da sind am Ende die Pleuelfüße blau angelaufen. Lag an nicht gewinkelten Fußflächen des Gehäuse und Härtefehlern im Hubzapfen oder Billigen Nadelkränzen. Lg
-
@powerracer hab den 16 Tonnen Stempel drauf. Damit lies es sich ausdrücken. Hubzapfen ist immer noch 18. Bohrungen bleiben stabil stehen. Keine Maßveränderung, eben gemessen. LG
-
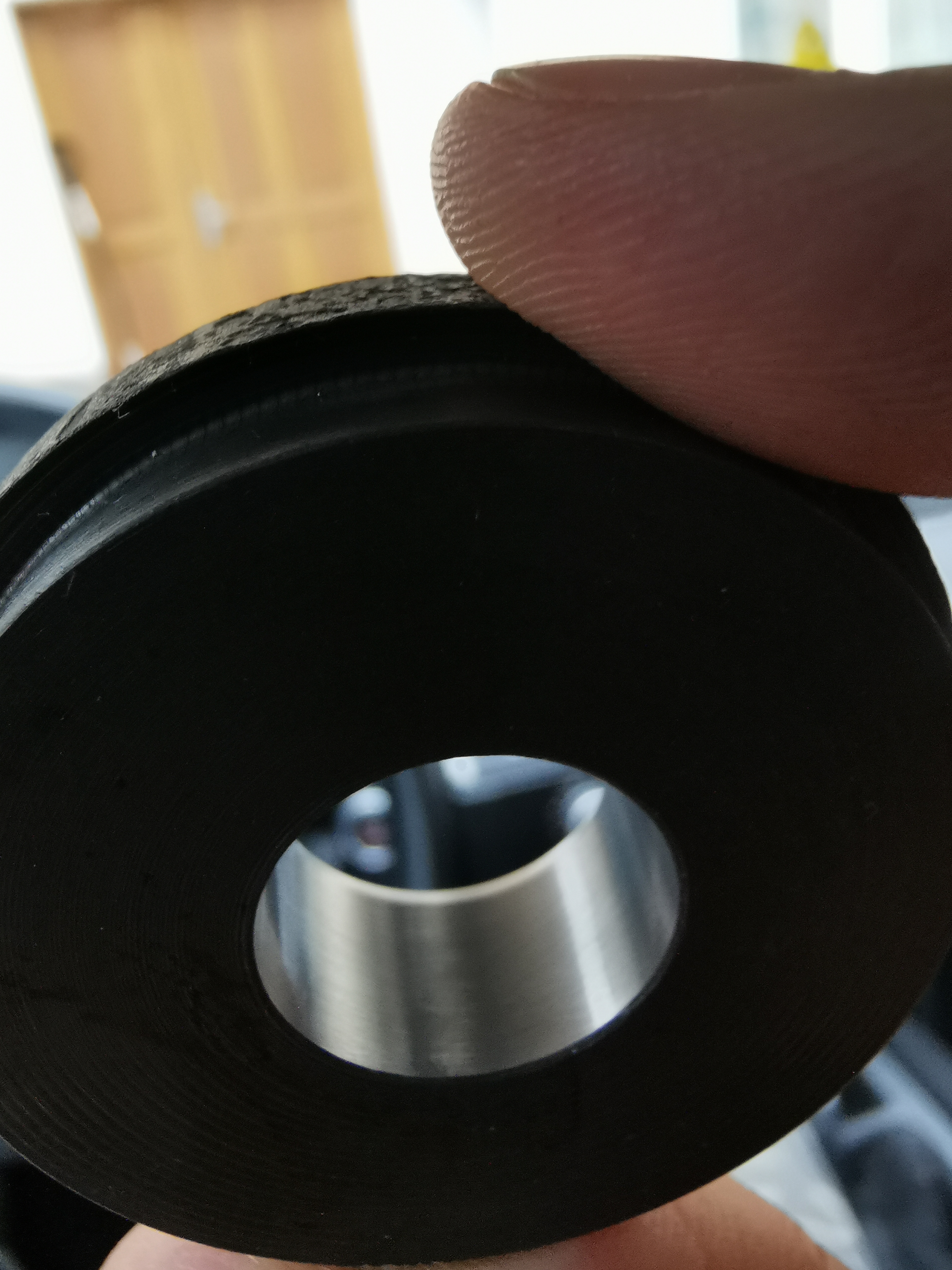
@powerracer Hab die Bolzen wieder raus bekommen. Zudem hab ich sie nochmal ein und wieder ausgepresst. Siehe Fotos. Jetzt kann ich die Hubzapfen 3 Mio x ein und auspressen. Vorausgesetzt man nimmt immer nach dem Pressen einen neuen Zapfen und schmiert etwas.




-
@powerracer die Passung hat richtig Zunder aufn Kessel. Das knackt nicht beim Auspressen sondern schon ordentlich beim Einpressen mit Öl. Haha Jetzt will ich mal 2 Prototypen bauen mit je einer dieser Passungen. Bin gespannt auf das Richten danach. Mit Hirschtalk hab ich noch keine Welle verpresst. Ich nehme einfach etwas Motoröl. Der Bolzen wird in Zukunft einen Radius bekommen, finde das ist deutlich besser als eine Fase. Die verpressten Zapfen, sind gekauft. Die Erfahrung ist damit besser. Also stell ich das auf meine eigenen auch um. LG
-
Hallo, hab gepresst. 0,0x war für die Tonne, lohnt nicht. Bei 0,0xmm hab ich 2x gepresst 1x mit Öl einmal trocken (bolzen mit Öl rein und raus, gedreht und dann trocken rein und raus) Trocken find ich nicht so geil, frisst schneller. Alles mit Öl. Die Passung hat so schmackes, dass es bei jedem Hub schön knackt. Leider bekomme ich die Bolzen nachdem ich die Teile nur 10min "entspannen" hab lassen nicht mehr raus. Gefressen hat nichts (sehe ich am Auskragenden Hubzapfen), aber die Kraft ist so extrem, dass 12 Tonnen Presse nicht reicht. Hab eine M10 Schraube (12.9) oben aufgesetzt, da ich das WZ zum Auspressen vergessen hatte... Die Passung ist so extrem, dass es die M10 Schraube in die Bohrung des Hubzapfen einformt und das Gewinde sich verschiebt... Klar, hätte die Schraube anders aufsetzen können, aber ist nun so. Hab auch ein Video gemacht. Am Ende der Passung (wenn der Bolzen fast seine Endposition erreicht), gibt meine Presse fast schon auf LG PS: Erstmal was suchen, wie ich das Ding da jetzt wieder raus bekomme um die Fläche zu begutachten.

-
Hey, ich hab 4 verschiedene Durchmesser gefertigt. Hubzapfen ist 18j6
-
Hallo, ausgedreht und gehont. Neue Steine benutzt... Oberfläche ist mittlerweile deutlich besser als Schleifen. Die gute Chinesische Huawei Kamera bekommt das nicht so gut aufs Bild. Hehe Jetzt mal die Presse quietschen lassen. LG

-
Hallo, darauf habe ich schon geachtet. Bei meinem Versuch liegt die Überdeckung einer 44mm Hubwelle (Serie) in etwa gleich. Das ändert sich etwas wenn der Hub wandert, was aber minimal ausfallen dürfte, da der Außendurchmesser mit wächst bei größeren Hub. Hier ein Bild einer 44mm Serienwelle eines M54x Motor Lg

-
Hallo, Eben meine 4 Scheiben für den Pressversuch abgeholt. Werden jetzt noch Hart gedreht, dann jodel ich mal einen Hubzapfen rein. 62+2 Hrc gehärtet. Lg

-
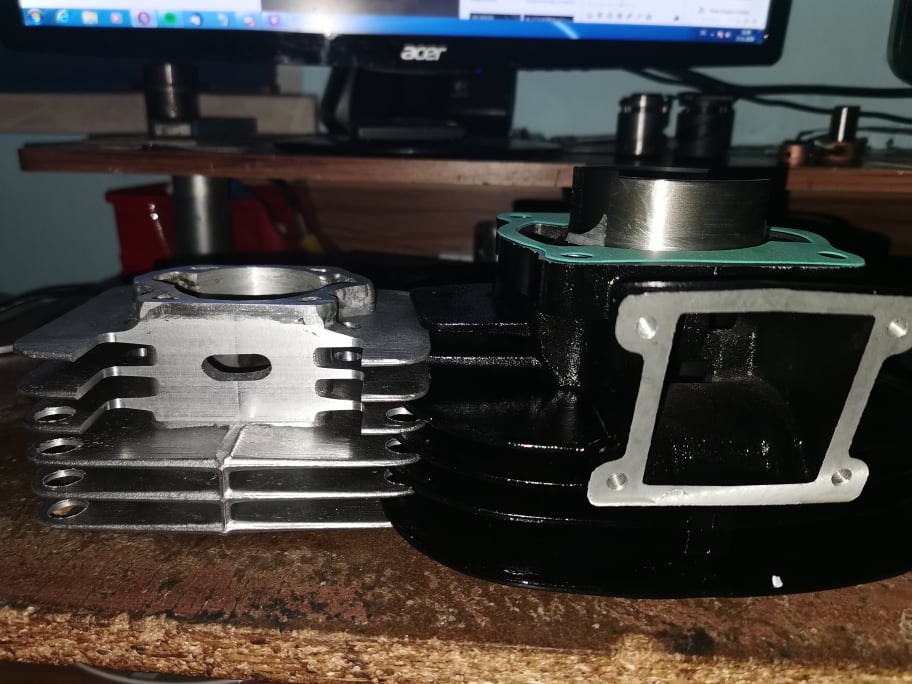
Hallo, sieht aus wie der Fuß vom Yamaha Blaster. Das Ding hab ich auch hier liegen und probiere dass gerade Umzusetzen . Hier kommt die 60mm Hub Welle zum Einsatz, da der Blaster Zylinder Serie 57mm Hub hat. Ziel sind eigentlich 250ccm+ mit Ü50 PS. 45PS ist ziemlich hoch gegriffen, gerade am Hinterrad. Die Leistung wäre bei uns in der Szene schon durchgesickert, bisher zeigt der Radar noch nichts. Aber gut, mal sehen was da noch kommt. Aber ansonsten wäre das natürlich extrem Gute Arbeit! Mir ist ein Wasserkocher bekannt, der die 48PS Geschafft 125ccm und einen V2 (188ccm) von Ace mit über 50Ps. In der Simsonszene gibt es schon "kranke Bastler", auch welche die ein Motorrad 6 Gang Getriebe in das Gehäuse geknallt haben etc. Aber leider auch extrem viel Schrott, der Teuer verkauft wird. Das muss auch gesagt werden. Seitdem ich das Material und die Wärmebehandlungen umgestellt habe, sind die Tests vielversprechend. Zudem möchte ich das in Zukunft mit einbinden, dass die Wellen diesen Absatz für die Anlaufscheiben. Ich finde das immer noch genial und wäre ohne Anmeldung und erneutes Antworten gar nicht von selbst darauf gekommen. Danke dafür @powerracer Die Reibahle habe ich noch nicht geordet, wird aber demnächst passieren, da ich gerne noch weitere Test mit der Presspassung machen würde. Habe eine paar Ronden geschnitten und bearbeitet um Passungen von 0,08-0,15 zu Testen bei dem Material und bin gespannt was passiert. No Risk no Fun oder wie war das? Ich werde ab und zu mal ein paar Updates springen lassen, sofern wie hier weiter diskutieren wollen. Das hier scheint eure besagte Kingwelle für Simson zu sein? Dabei fällt mir auf, dass die Nut der Scheibenfeder falsch positioniert wurde. Hat der Kunde vllt gepennt? Nur als Hinweis! Keine negative Aussage. Vllt liege ich auch nur falsch und die Welle ist nicht für Simson. (Foto stammt von Emmentalracing) LG




-
Nicht falsch verstehen. Möchte kein Produkt schlecht reden etc. Mir ging es tatsächlich nur um die Bohrung der HZ. Oder ob die Wellen 2 teilig gebaut werden. Sowas halt. Weißt du das Material? Auch 42crmo4? Meine Wellen sind ausschließlich Hart gedreht. :) hatte anfangs auch geschliffen,aber hin wie her spielt es keine Rolle. Danke für die Auskunft. Lg
-
Hallo =) @powerracer Kannst du etwas zu den "Kingwellen" sagen? Habe diese Firma zufällig gefunden. Die produzieren ja wie verrückt. Auf den Bilder sieht es so aus, als sei die Welle nur gedreht worden. Hier im Forum gibt es auch einige die mit den Produkten zu tun haben. Würde mich interessieren ob die auch schleifen etc. Lg